Engel Austria setzt bei der Oberflächenbearbeitung von Plastifizierschnecken auf ein vollautomatisiertes Gleitschliffkonzept. Zwei Trogvibratoren, ein intelligentes Rüstsystem und ein geschlossener Wasserkreislauf steigern Effizienz, Qualität und Prozesssicherheit nachhaltig.
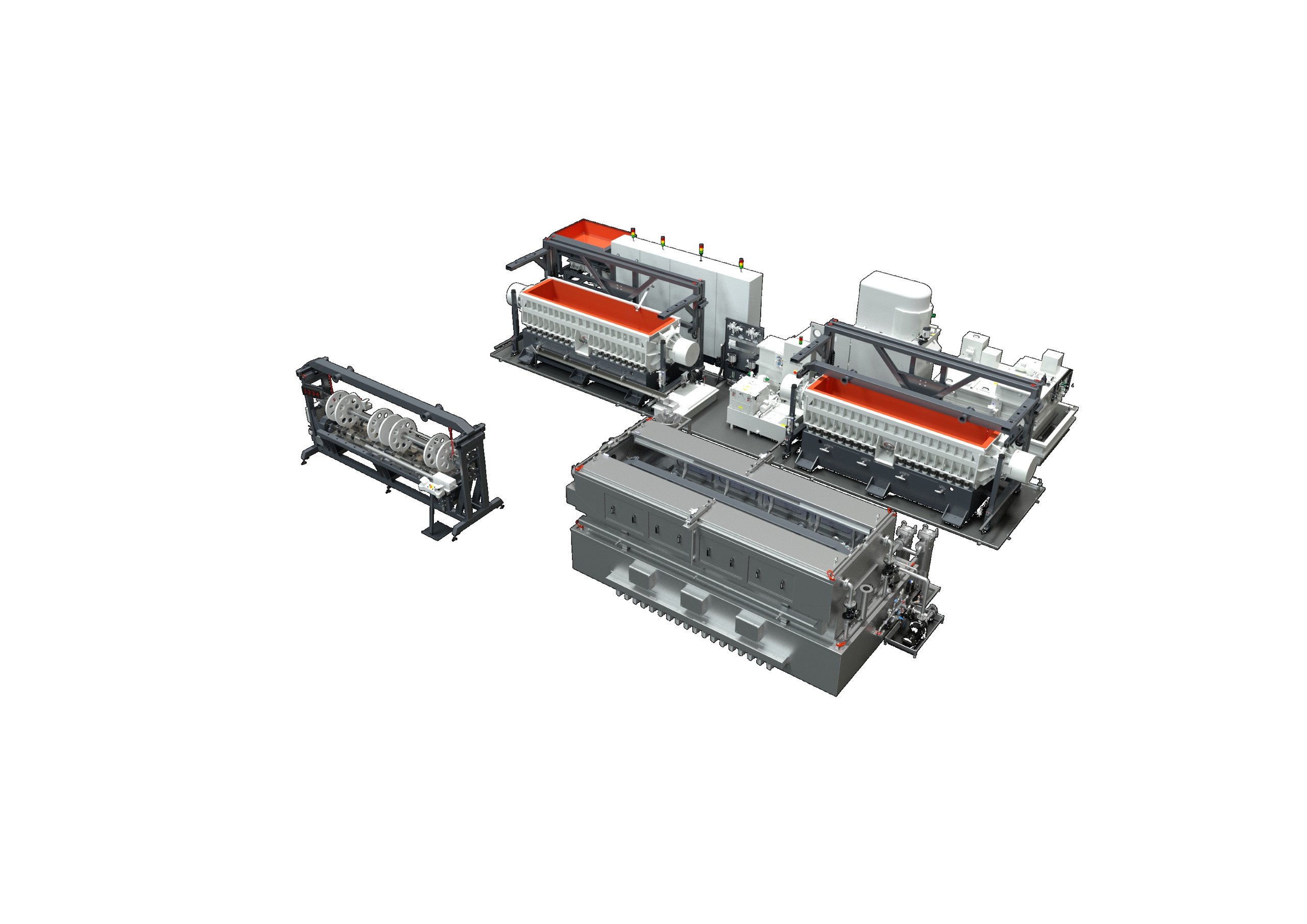
Die vollautomatisierte Polierzelle besteht aus zwei Trogvibratoren, einer Reinigungsanlage, der Bestückungsstation und einer vollautomatischen Zentrifuge Z 1000. Der Teiletransport erfolgt durch ein Portalsystem.
(Bild: Rösler Oberflächentechnik)
Plastifizierschnecken zählen zu den zentralen Komponenten jeder Spritzgießmaschine. Ihre Oberflächenqualität hat unmittelbaren Einfluss auf Plastifizierleistung, Energieeffizienz, Prozessstabilität und letztlich auch auf die Qualität der produzierten Kunststoffteile. Aus diesem Grund fertigt Engel Austria seine Plastifizierschnecken vollständig am Standort St. Valentin – inklusive der aufwendigen Oberflächenbearbeitung.
Um den steigenden Anforderungen an Produktivität, Reproduzierbarkeit und Wirtschaftlichkeit gerecht zu werden, hat Engel die Polierprozesse für Plastifizierschnecken umfassend automatisiert. Herzstück der neuen Lösung sind zwei vollautomatisierte Trogvibratoren, die in ein intelligentes Anlagenkonzept eingebunden sind.
Wie Plastifizierschnecken vollautomatisch poliert werden
Vor der Umstellung erfolgte das Polieren der bis zu drei Meter langen Plastifizierschnecken in einem einstufigen Gleitschliffprozess. Insbesondere das manuelle Ein- und Ausspannen der schweren Bauteile war zeitintensiv und stellte einen Engpass im Fertigungsablauf dar. Ziel des neuen Konzepts war es daher, den manuellen Handlingaufwand deutlich zu reduzieren und gleichzeitig die Durchlaufzeiten zu verkürzen.
Die Teileaufnahme wird automatisch in den Trogvibrator abgesenkt und links und rechts in Schlaufen eingelegt. So kann sie sich frei in den Schleifkörpern bewegen und lässt sich wieder einfach und automatisiert herausnehmen.
(Bild: Rösler Oberflächentechnik )
Heute werden die Schnecken vollautomatisch über ein Portalsystem in die Trogvibratoren eingelegt und nach dem Polieren wieder entnommen. Das Portalsystem ist dabei bereits in vorgelagerte Bearbeitungsschritte integriert, sodass ein durchgängiger Automatisierungsgrad über mehrere Prozessstufen hinweg erreicht wird.
Ein wesentlicher Bestandteil der neuen Lösung ist ein speziell entwickeltes Rüstkonzept. Die Plastifizierschnecken werden nicht mehr klassisch eingespannt, sondern lediglich in schwimmend gelagerte Werkstückaufnahmen eingelegt. Diese nehmen die Bauteile sicher auf und erlauben dennoch die notwendige Bewegungsfreiheit während des Gleitschliffprozesses.
Der Vorteil: Die Rüstzeit sinkt auf rund 15 min, was insbesondere bei häufig wechselnden Schneckentypen und Losgrößen einen erheblichen Produktivitätsgewinn bedeutet. Gleichzeitig wird die Prozesssicherheit erhöht, da Fehlerquellen beim manuellen Einspannen entfallen.
Warum die Oberflächenqualität von Plastifizierschnecken entscheidend ist
Statt eines einstufigen Polierprozesses setzt Engel nun auf ein zweistufiges Keramo-Finish-Verfahren. In einem ersten Schritt erfolgt das Vorschleifen, anschließend das Feinschleifen in einem zweiten Trogvibrator. Diese Trennung ermöglicht eine gezielte Prozessführung und eine nochmals verbesserte Oberflächenqualität.
Das neue Rüstkonzept verkürzt die Bearbeitungszeit zusätzlich. Früher mussten die Schnecken beidseitig eingespannt werden, nun werden sie einfach in die Teileaufnahme eingelegt.
(Bild: Rösler Oberflächentechnik)
Die erzielte Oberflächenrauheit liegt bei unter Ra 0,1 µm. Gleichzeitig konnte die Bearbeitungszeit pro Schnecke deutlich reduziert werden. Möglich wird dies auch durch eine optimierte Eingangsqualität der Bauteile, die bereits aus dem vorgeschalteten Schleifprozess mit sehr gleichmäßigen Oberflächen kommen.
Leistungsstarke Antriebstechnik für reproduzierbare Ergebnisse
Die eingesetzten Trogvibratoren sind mit leistungsstarken Direktantrieben ausgestattet, die speziell für den Einsatz in der industriellen Oberflächenbearbeitung ausgelegt sind. Die Unwuchtmotoren sorgen für eine homogene Relativbewegung zwischen Werkstück und Schleifkörpern und damit für reproduzierbare Polierergebnisse über die gesamte Schneckenlänge hinweg.
Dank der präzisen Prozessführung lassen sich auch lange und komplexe Geometrien gleichmäßig bearbeiten – ein entscheidender Faktor für die Qualität moderner Plastifizierschnecken.
Nachhaltige Oberflächenbearbeitung durch geschlossenen Wasserkreislauf
Die neue Polierzelle umfasst neben den beiden Trogvibratoren eine Bestückungsstation, eine speziell ausgelegte Reinigungsanlage sowie eine vollautomatische Zentrifuge. Letztere bereitet das Prozesswasser auf, sodass es in einem geschlossenen Kreislauf wiederverwendet werden kann.
Dieses Konzept reduziert nicht nur den Wasserverbrauch, sondern senkt auch die Betriebskosten und unterstützt die Nachhaltigkeitsziele von Engel. Gleichzeitig sorgt die integrierte Reinigung dafür, dass die Schnecken direkt nach dem Polieren sauber und prozessbereit zur Verfügung stehen.
Ein weiterer Vorteil des neuen Anlagenlayouts liegt in der parallelen Prozessführung. Während eine Schnecke poliert wird, kann bereits das nächste Bauteil gerüstet oder entnommen werden. Stillstandszeiten werden so auf ein Minimum reduziert, die Anlagenverfügbarkeit steigt deutlich.
Die beiden Trogvibratoren R 800/3200 TSD-15 sind durch den Direktantrieb mit Spezial-Unwucht-Motoren an den Stirnseiten besonders leistungsstark und flexibel.
(Bild: Rösler Oberflächentechnik )
Automatisierte Gleitschlifftechnik reduziert Rüstzeiten und Kosten
Die automatisierte Be- und Entladung von Trogvibratoren galt lange Zeit als technisch anspruchsvoll und wirtschaftlich kaum realisierbar. Das bei Engel umgesetzte Konzept zeigt, dass Gleitschliffanlagen heute sehr wohl in hochautomatisierte Fertigungsumgebungen integriert werden können.
Stand: 16.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die WIN-Verlag GmbH & Co. KG, Chiemgaustraße 148, 81549 München einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://kontakt.vogel.de/de/win abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
Das System ist dabei nicht auf Plastifizierschnecken beschränkt, sondern lässt sich grundsätzlich auch auf andere Branchen und Anwendungen übertragen – etwa im Maschinenbau, in der Luftfahrt oder in der Medizintechnik.
:quality(80)/p7i.vogel.de/wcms/9c/6c/9c6c28cbaef64805c18729855e98b16b/ikv-kolloquium-26-1761-1536x1023-1536x864v1.webp "IKV-Institutsleiter Prof. Dr.-Ing. Christian Hopmann begrüßt auf dem 33. IKV-Kolloquium Anfang März in Aachen rund 460 Experten aus Forschung und Industrie in der Kunststoffbranche. (Bild: DF.Fotografie)")
:quality(80)/p7i.vogel.de/wcms/75/5c/755cd0a8844b8bf7186c53cc6e1534df/02-pm-am-2026-02--20high-performance-20extruder-20printcore-4429x2492v1.jpeg "Hochleistungsextruder printCore: KraussMaffei zeigt auf der JEC 2026 Hochtemperatur-3D-Druck und Composite-Prototyping. (Bild: KraussMaffei)")
:quality(80)/p7i.vogel.de/wcms/64/08/640866a6e2fb92fa9b2184d92928b3ec/alexanderstein-electricity-7600360-1280-1280x720v1.jpeg "Industriestrompreis auch für Recycler: BDE legt Gutachten zur Anerkennung des Teilsektors „Rückgewinnung“ vor. (Bild: AlexanderStein)")
:quality(80)/p7i.vogel.de/wcms/c4/32/c4322a4db5f8e3922cec705e25a66809/2025-k-donation-to-diakonie-c-borealis-2-2026-01-26-104448-kaog-5562x3131v1.jpeg "Für die Wiederverwendung konzipiert: leicht, langlebig und aus chemisch recyceltem Rohstoff unter Verwendung der ReOil-Technologie von OMV hergestellt. (Bild: Borelais)")
:quality(80)/p7i.vogel.de/wcms/f5/89/f58953834599a81fa4c5f23757e52781/k2025-pof81145-20-281-29-2953x1661v1.jpeg "Mit einer Fülle von Weltpremieren wartet die größte Ausstellergruppe der K 2025 – die Spritzgießmaschinenbauer – auf. (Bild: Messe Düsseldorf / ctillmann)")
:quality(80)/p7i.vogel.de/wcms/df/45/df45b03635b6d11be9b330fdc153f03b/2025-10-weltpremiere-der-holmlosen-engel-victory-electric-auf-der-k-2025-02-3840x2158v1.png "Hohe Energieeffizienz, gleichmäßige Kraftverteilung und maximale Wiederholgenauigkeit: Das neue Schließsystem mit Druckkissen und Kugelumlaufspindel sorgt für präzise Werkzeugzentrierung und kürzere Zykluszeiten. (Bild: Engel)")
:quality(80)/p7i.vogel.de/wcms/bc/e2/bce26333f1dd518a8a57cb6dbafc6424/aufmacher-4527x2545v1.png "Rückblick: Auf der Circular Valley Convention 2025 präsentierten renommierte Referenten und Aussteller visionäre Strategien, innovative Ansätze und konkrete Anwendungsbeispiele. (Bild: Kinotopp Film)")
:quality(80)/p7i.vogel.de/wcms/f5/b2/f5b22003a0ec4c0afe50c839ab7ade84/bild10-audi-20rs-20q-20e-tron-3508x1975v1.jpeg "Audi Sport präsentiert auf der PIAE 2026 den Audi RS Q e-tron, der 2024 das erstes Auto mit elektrischem Antrieb, Hochvoltbatterie und Energiewandler die Rallye Dakar gewonnen hat. (Bild: Audi Sport)")
:quality(80)/p7i.vogel.de/wcms/e8/2f/e82f35c4db185122372eb0049520f975/technotrans-qtec-07-4573x2573v1.jpeg "Mit rund 100 Mitarbeitenden und 30 Spritzgussmaschinen produziert qtec im Dreischichtbetrieb – ein Umfeld, in dem Prozessstabilität und Anlagensicherheit oberste Priorität haben. (Bild: Qtec Kunststofftechnik GmbH Quedlinburg)")
:quality(80)/p7i.vogel.de/wcms/bd/f2/bdf258c2d90c841eef22358f12408bc8/2026-03-04-20--20engel-20aufmacher-1920x1079v1.jpeg "Detailansicht eines carbonfaserverstärkten Composite-Rotorblatts endkonturnah gefertigt im Tape-Sandwich-Spritzguss. (Bild: Engel)")
:quality(80)/p7i.vogel.de/wcms/c8/79/c8795f4a18dde5e14ce1e61a41696a24/pr-20bild-20srgb-475v-20keyfob-20k2025-20de-dsc6736-2362x1328v1.jpeg "Die hochwertige Oberfläche des Funkschlüssel-Covers aus PC/ABS-Rezyklat entsteht mittels IMD-Folientechnik und strukturiertem Werkzeugeinsatz. Das rechteckig ausgestanzte Spritzteil samt Folie wird in einer nachfolgenden Station in die passende Endkontur gefräst. (Bild: Arburg)")
:quality(80)/p7i.vogel.de/wcms/7c/54/7c548840f46e92d525fc495e93491634/bmw-20aufmacher-8256x4642v1.jpeg "Der neue BMW iX3: Nachhaltigkeit entlang des gesamten Lebenszyklus (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/0e/f7/0ef74c9e44112a98bd1c5a8e17bafc56/adobestock-1877400436-5461x3072v1.jpeg "Das IKV hat untersucht, wie sich der Rezyklateinsatz in Verpackungen steigern lässt und gleichzeitig eine Recyclingfähigkeit gewährleistet werden kann. (Bild: © Artificial South – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2b/3c/2b3c4522083330bbd3de2641c03a9ac4/alfa-20laval-thinkcircularity-02-12-2026-02v1.jpeg "Alfa Laval startet ThinkCircularity, ein Rücknahmeprogramm für Materialien aus seinen ThinkTop-Ventilsteuereinheiten. (Bild: Alfa Laval )")
:quality(80)/p7i.vogel.de/wcms/29/6b/296b15db5ca318cc5ccf8e90ab69aa66/adobestock-1562814620-8736x4918v1.jpeg "Hochwertige Interieurbauteile im Automobil erfordern makellose Oberflächen – neue Abdichtungskonzepte im Werkzeug tragen dazu bei, dass bei der PUR-IMC-Verarbeitung störende Trenngrate vermieden und gleichbleibend hohe Bauteilqualitäten erzielt werden. (Bild: © anggasugara – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/0a/480ace5736a29a7e3ee198084a66dea9/-mg-4831-2500x1406v1.jpeg "Bei Dichtsystemen in Kraftfahrzeugen müssen viele Prozesse perfekt aufeinander abgestimmt sein. Hier diskutiert ein interdisziplinäres Team die Optimierungsmöglichkeiten eines Bauteils. (Bild: Pfaff)")
:quality(80)/p7i.vogel.de/wcms/60/6b/606b901d6f2a9a63e90c05f20cbae318/tungnguyen0905-technology-7111798-1280-1242x699v1.jpeg "Composites Germany: Ergebnisse Ergebnis der 26. Composites-Markterhebung liegen vor. (Bild: tungnguyen0905)")
:quality(80)/p7i.vogel.de/wcms/8c/cc/8ccc48b5169f138d9096156effbb9295/clapr2003a-2048x1151v1.jpeg "Clariant erhält von der EU-Kommission die Zulassung für erneuerbare Reiskleiewachs-Additive in Kunststoffen mit Lebensmittelkontakt. (Bild: Clariant - KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/67/2f/672f14d468fd2bf7d65fb1f7cf8036d2/pm-von-der-anforderung-zum-co2-fussabdruck-werkstoffauswahl-istockphotomiguelmalo-1698x955v1.jpeg "Von zentraler Bedeutung: kluge Materialauswahl (Bild: istockphoto/MiguelMalo)")
:quality(80)/p7i.vogel.de/wcms/45/71/457120e32385099d94a62c5141bad822/bild1-beabeitet-1920x1079v1.jpeg "Durch einen Abgleich werden die realen Daten live während der Produktion mit den digitalen Idealparametern abgeglichen. Abweichungen werden also sofort sichtbar. Die KI agiert quasi als „virtueller Maschineneinsteller“. (Bild: plus10 GmbH)")
:quality(80)/p7i.vogel.de/wcms/49/7e/497e3f6e11878651db83591332a2a1a1/funfunphoto--20adobestock-1607190697-8676x4884v1.jpeg "In der Kunststoffverarbeitung eröffnen sich durch Smart Processing und den Einsatz von KI neue Möglichkeiten der Prozessoptimierung. (Bild: © funfunphoto - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/5e/81/5e819910ac9257eb4f80a21f266681a9/2026-01-21-20--20one-five-20--20bild-201-1004x564v1.jpeg "Claire Hae-Min Gusko und Martin Weber haben One.Five gegründet. (Bild: One.Five)")

")

:quality(80)/p7i.vogel.de/wcms/df/45/df45b03635b6d11be9b330fdc153f03b/2025-10-weltpremiere-der-holmlosen-engel-victory-electric-auf-der-k-2025-02-3840x2158v1.png "Hohe Energieeffizienz, gleichmäßige Kraftverteilung und maximale Wiederholgenauigkeit: Das neue Schließsystem mit Druckkissen und Kugelumlaufspindel sorgt für präzise Werkzeugzentrierung und kürzere Zykluszeiten. (Bild: Engel)")
")
:quality(80)/p7i.vogel.de/wcms/87/b5/87b51996e23c61b7e7a69927f7b91631/o-slg-produkte-details-35jpg-1526463331-5760x3238v1.jpeg "Der Behälter mit Deckel ist speziell für den Einsatz im Haushaltsbereich konzipiert und stellt ein Produktbeispiel von SLG Kunststoff dar. Gefertigt aus schlagfestem Polypropylen (PP) überzeugt er durch seine hohe Robustheit bei gleichzeitig geringem Gewicht. (Bild: Engel)")
:quality(80)/p7i.vogel.de/wcms/0c/cb/0ccb6c5b395818b22fd04666d4b82afa/foto-201-3543x1992v1.jpeg "Vollautomatisches Sprühsystem zum Auftragen des Trennmittels auf die Form. (Bild: Wickert)")