Im Mehrkomponentenspritzguss wird die Wahl des Fertigungskonzepts häufig früh getroffen. Ob Drehteller, Indexplatte, Transferlösung oder Coreback-Verfahren eingesetzt werden, beeinflusst nicht nur das Werkzeug, sondern auch Taktzeit, Prozessstabilität, Maschinenlayout und Medienführung. Fünf Kernfragen vor dem Layout-Freeze sichern die Prozessstabilität langfristig.
Drehtellertechnologie im Mehrkomponentenspritzguss ist mehr als eine Rotationsbewegung: Werkzeug, Medienführung, Maschinenlayout und Wartungskonzept müssen frühzeitig als Gesamtsystem ausgelegt werden.
(Bild: Polar-Form)
Mehrkomponentenspritzguss ist selten eine reine Werkzeugfrage. Vielmehr handelt es sich um eine Systementscheidung, bei der Bauteil, Material, Werkzeug, Maschine, Medienführung und Prozessstrategie zusammen betrachtet werden müssen. Die gewählte Technologie beeinflusst, wie sicher die einzelnen Prozessschritte ineinandergreifen, wie stabil die Bauteillage bleibt, wie gut die Anlage ausgelastet werden kann und wie beherrschbar der Prozess im Produktionsalltag ist.
Frühe Konzeptentscheidung mit Langzeitwirkung
In vielen Projekten wird zunächst die technische Machbarkeit betrachtet: Lässt sich das Bauteil mit zwei oder mehreren Komponenten fertigen? Ist die Geometrie grundsätzlich geeignet? Können die Materialien verarbeitet werden? Diese Fragen sind wichtig, reichen aber nicht aus. Für die spätere Serie ist ebenso entscheidend, ob das gewählte Fertigungskonzept wiederholgenau, wartbar und wirtschaftlich betrieben werden kann.
Die Drehtellertechnologie ist eine etablierte Lösung für Mehrkomponenten- und 2K-Anwendungen. Sie eignet sich besonders für Prozesse, bei denen mehrere Fertigungsschritte in einer festen Taktlogik innerhalb einer Anlage zusammengeführt werden sollen. Der Vorspritzling verbleibt dabei in einer definierten werkzeugintegrierten Führung und wird durch die Drehbewegung in die nächste Station übergeben. Das reduziert externe Handhabungsschritte und kann die Prozesssicherheit erhöhen.
Ob diese Vorteile im konkreten Projekt zum Tragen kommen, hängt jedoch von mehreren Faktoren ab. Entscheidend ist nicht allein, dass der Drehteller rotiert. Entscheidend ist, ob die gesamte Prozesskette rund um diese Rotation stabil ausgelegt ist.
Drehteller, Indexplatte, Transfer oder Coreback?
Für Mehrkomponentenanwendungen haben sich unterschiedliche Konzepte etabliert. Neben Drehteller kommen unter anderem Indexplatten, Transfer- beziehungsweise Umsetzlösungen und Coreback-Verfahren zum Einsatz. Jedes dieser Konzepte hat eigene Stärken und Grenzen.
Transfer- oder Umsetzlösungen können sinnvoll sein, wenn Bauteile zwischen Prozessschritten flexibel bewegt oder extern gehandhabt werden müssen. Gleichzeitig entstehen zusätzliche Schnittstellen, die Einfluss auf Lagegenauigkeit, Zykluszeit und Prozessstabilität haben können. Coreback-Verfahren bieten Vorteile bei bestimmten Geometrien und Funktionsprinzipien, wenn durch bewegliche Werkzeugbereiche unterschiedliche Kavitätszustände erzeugt werden können.
Drehteller spielen ihre Stärken aus, wenn eine klare Prozessfolge vorliegt, der Vorspritzling sicher im Werkzeug gehalten werden kann und die Übergabe zwischen den Stationen präzise und wiederholbar erfolgen soll. Besonders bei hohen Stückzahlen, engen Qualitätsanforderungen und klar definierten 1K-/2K-Sequenzen kann diese Technologie eine robuste Lösung sein.
Allerdings stellt sie klare Anforderungen an Bauraum, Medienführung, Positionierung und Wartbarkeit. Deshalb sollte die Entscheidung nicht allein über die Bauteilgeometrie getroffen werden, sondern über die spätere Serienfähigkeit des gesamten Systems.
Wann Drehteller die Prozessstabilität unterstützen
Ein wesentlicher Vorteil der Drehtellertechnologie liegt in der werkzeugintegrierten Übergabe. Der Vorspritzling verlässt die definierte Führung nicht, sondern wird innerhalb des Werkzeugs in die nächste Prozessposition gebracht. Dadurch lassen sich Lageabweichungen reduzieren, und der zweite Schuss kann präzise auf den ersten abgestimmt werden.
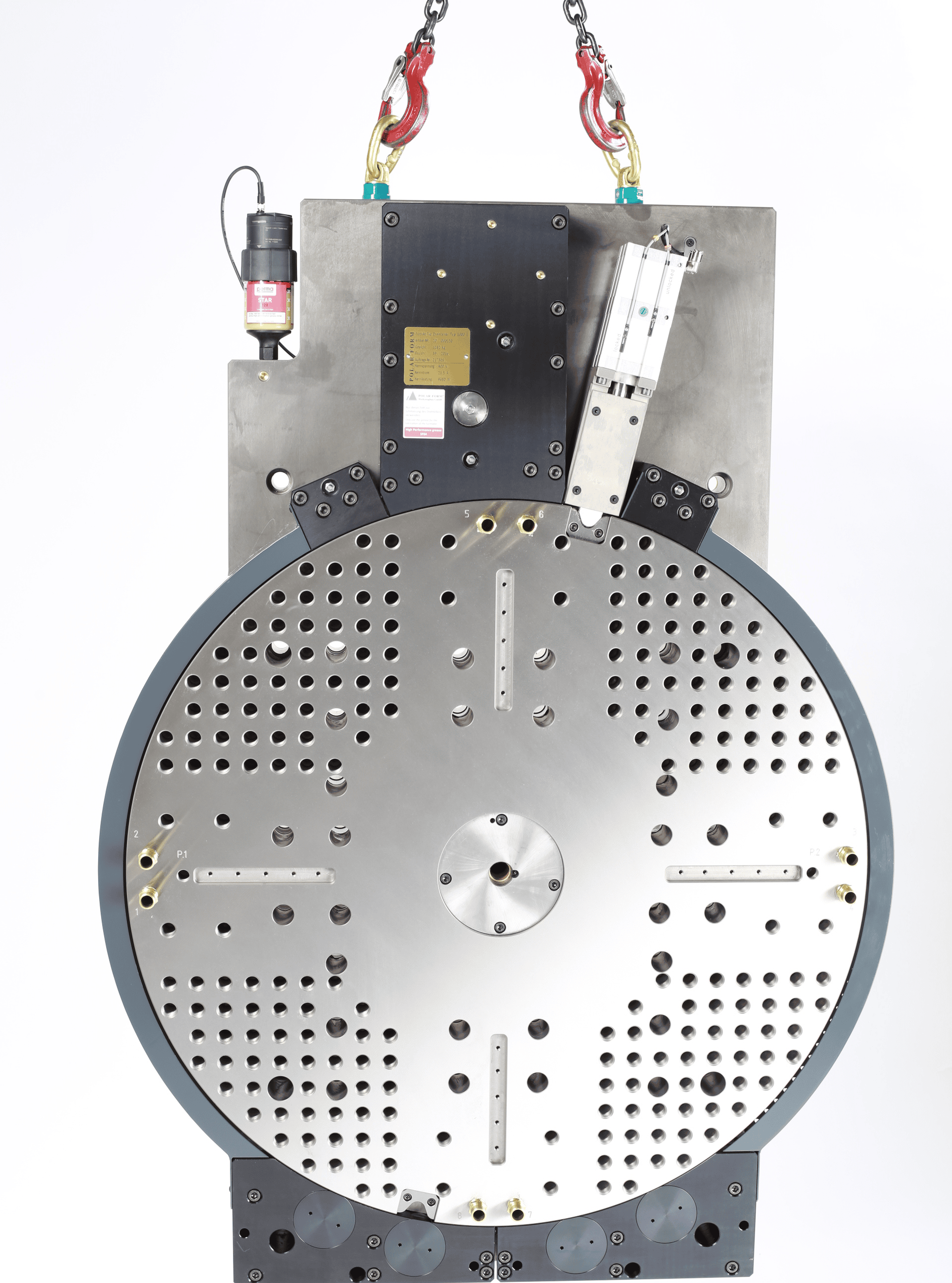
Drehtellerlösungen stellen hohe Anforderungen an Positioniergenauigkeit, Medienführung und Wartbarkeit – besonders bei komplexen 2K- und Mehrkomponentenprozessen.
(Bild: Polar-Form)
Das ist besonders relevant bei Bauteilen mit funktionskritischen Bereichen, Dichtgeometrien, Verbindungszonen oder optisch anspruchsvollen Oberflächen. Wenn der zweite Schuss exakt zur ersten Komponente positioniert werden muss, kann die stabile Führung im Werkzeug einen wesentlichen Beitrag zur Prozesssicherheit leisten.
Auch die Taktlogik spricht in vielen Fällen für den Drehteller. Mehrere Prozessschritte laufen parallel ab, wodurch eine gute Anlagenauslastung möglich wird. Voraussetzung ist jedoch, dass die einzelnen Schritte zeitlich und technisch sinnvoll aufeinander abgestimmt sind.
In der Praxis zeigt sich: Drehteller sind besonders dann stark, wenn das Projekt früh als Gesamtsystem gedacht wird. Werkzeug, Drehteller, Temperierung, Medienführung, Maschine und Wartungskonzept müssen zusammenpassen. Wird einer dieser Punkte zu spät betrachtet, entstehen oft Kompromisse, die später die Prozessstabilität beeinträchtigen.
Stand: 16.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die WIN-Verlag GmbH & Co. KG, Chiemgaustraße 148, 81549 München einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://kontakt.vogel.de/de/win abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
Zentrale Fragen vor dem Layout-Freeze
Vor dem Layout-Freeze sollten einige technische Fragen verbindlich geklärt werden. Sie entscheiden darüber, ob ein Drehtellerkonzept später robust und wirtschaftlich betrieben werden kann.
Praxis-Check vor dem Layout-Freeze
Vor der finalen Auslegung einer Fertigungszelle im Mehrkomponentenspritzguss sollten folgende Punkte geklärt werden:
1. Prozessfolge:Ist die 1K-/2K-Sequenz eindeutig, und kann der Vorspritzling sicher im Werkzeug geführt werden? 2. Taktlogik:Welcher Prozessschritt bestimmt den Gesamttakt, und lässt sich dieser Engpass beeinflussen? 3. Medienführung:Wie werden Kühlung, Hydraulik, Pneumatik, Elektrik und Sensorik integriert, geprüft und gewartet? 4. Positioniergenauigkeit:Welche Präzision verlangt das Bauteil, und bleibt diese Präzision unter realen Produktionsbedingungen stabil? 5. Verschleiß und Wartung:Welche Komponenten sind besonders belastet, und wie zugänglich sind sie im Servicefall? 6. Maschinenlayout:Passen Werkzeuggröße, Drehteller, Maschinenraum, Medienanschlüsse, Entformung und Automatisierung zusammen? 7. Serienrobustheit:Ist das Konzept nicht nur technisch machbar, sondern auch über lange Laufzeiten stabil und wirtschaftlich beherrschbar?
1. Welcher Prozessschritt bestimmt den Takt?
Die Zykluszeit ist einer der wichtigsten Faktoren für die Wirtschaftlichkeit eines Mehrkomponentenprozesses. Beim Drehteller laufen mehrere Prozessschritte parallel, der Gesamttakt wird jedoch durch den kritischsten Einzelschritt bestimmt.
Je nach Anwendung kann dies die Kühlzeit, die Entformung, die Rotation, das Einlegen von Komponenten oder ein zusätzlicher Prüf- beziehungsweise Handlingschritt sein. Entscheidend ist daher nicht nur, ob jeder Einzelschritt für sich funktioniert. Entscheidend ist, ob alle Schritte zu einer stabilen Taktlogik zusammengeführt werden können.
Wird der taktbestimmende Schritt zu spät erkannt, kann die gesamte Anlage hinter den Erwartungen zurückbleiben. Eine theoretisch überzeugende Lösung kann dann in der Serie durch verlängerte Kühlzeiten, schwierige Entformung oder aufwendige Zusatzprozesse begrenzt werden.
Vor dem Layout-Freeze sollte deshalb klar sein, welcher Schritt den Takt vorgibt und ob dieser Engpass konstruktiv oder prozesstechnisch beeinflusst werden kann. Dabei sind Werkzeugtemperierung, Materialverhalten, Kavitätenanordnung, Entformungskonzept und Automatisierung gemeinsam zu betrachten.
2. Wie komplex wird die Medienführung?
Drehteller erfordern eine zuverlässige Medienführung durch die drehende Einheit. Kühlung, Hydraulik, Pneumatik, Elektrik und Sensorik müssen sicher integriert werden. Mit zunehmender Komplexität steigen die Anforderungen an Bauraum, Schnittstellen, Dichtigkeit und Zugänglichkeit.
Technisch lösbar ist dabei nicht automatisch gleichbedeutend mit serienrobust. Eine Medienführung muss nicht nur im Anlauf funktionieren, sondern über lange Laufzeiten stabil bleiben. Rotierende Dichtstellen, bewegte Leitungen, Medienübergänge und elektrische Schnittstellen sind typische Bereiche, die im Produktionsalltag besonders belastet werden.
Deshalb sollte früh geprüft werden, welche Medien tatsächlich benötigt werden, wie sie geführt werden können und wie gut sie im Servicefall zugänglich bleiben. Besonders wichtig ist die Frage, ob Dichtungen, Leitungen und Schnittstellen kontrolliert, gewartet oder ausgetauscht werden können, ohne unnötig lange Stillstände zu verursachen.
3. Bleibt die Positioniergenauigkeit stabil?
Die Drehtellertechnologie arbeitet mit hoher Wiederholgenauigkeit. Für die Serienfertigung reicht es jedoch nicht, diese Präzision im Neuzustand zu erreichen. Sie muss auch unter realen Prozessbedingungen stabil bleiben.
Während des Betriebs wirken Einspritzdruck, Temperaturwechsel, mechanische Belastungen und Verschleiß auf das System. Diese Einflüsse können sich auf Führung, Zentrierung, Verriegelung und Positioniergenauigkeit auswirken. Gerade bei Bauteilen mit engen Toleranzen oder funktionskritischen Übergängen zwischen erster und zweiter Komponente ist dieser Punkt entscheidend.
Positioniergenauigkeit ist deshalb nicht nur eine Frage des Drehtellers selbst. Sie entsteht aus dem Zusammenspiel von Werkzeug, drehender Einheit, Maschine, Verriegelung und Prozesskräften. Wird dieses Zusammenspiel nicht ausreichend berücksichtigt, können Lageabweichungen auftreten, die Ausschuss, Nacharbeit oder wiederkehrenden Einstellaufwand verursachen.
Vor dem Layout-Freeze sollte daher geprüft werden, welche Genauigkeit das Bauteil verlangt und wie diese Genauigkeit über lange Laufzeiten abgesichert wird.
4. Wo entstehen Verschleiß- und Wartungsschwerpunkte?
Rotierende Dichtstellen, Führungen, Verriegelungen, Zentrierungen und Medienübergänge zählen zu den typischen Belastungsbereichen bei Drehtellerkonzepten. Diese Komponenten beeinflussen Wartungsintervalle, Prozesssicherheit und das Risiko ungeplanter Stillstände.
Für eine robuste Serienlösung reicht es nicht aus, Verschleiß erst im laufenden Betrieb zu bewerten. Kritische Zonen sollten bereits in der Konstruktion identifiziert und möglichst servicefreundlich ausgeführt werden. Dazu gehört, dass Verschleißteile zugänglich, prüfbar und austauschbar sind.
Auch die Dokumentation spielt eine Rolle. Je klarer Wartungspunkte, Prüfintervalle und Einstellprozesse beschrieben sind, desto besser lässt sich der Prozess im Produktionsalltag beherrschen. Besonders bei komplexen Mehrkomponentenwerkzeugen kann eine strukturierte Wartungsstrategie entscheidend sein, um die Anlagenverfügbarkeit zu sichern. Die Wartung ist damit kein Zusatzthema, sondern ein Bestandteil der Prozessauslegung.
5. Passt das Maschinenlayout zum Gesamtsystem?
Ein Drehtellerkonzept benötigt ausreichend Bauraum. Neben Werkzeug und drehender Einheit müssen auch Medienführung, Entformung, Automatisierung, Bedienbarkeit und Wartungszugang berücksichtigt werden. Wird das Maschinenlayout zu spät geprüft, entstehen häufig Kompromisse.
Besonders kritisch wird es, wenn vorhandene Maschinen genutzt werden sollen. Dann reicht es nicht, Schließkraft und Spritzeinheiten zu betrachten. Auch Einbauhöhe, Aufspannflächen, Maschinenraum, Schnittstellen, Bewegungsräume und Zugänglichkeit müssen zum Konzept passen.
Ein Werkzeug kann konstruktiv stimmig sein und dennoch im Maschinenumfeld Schwierigkeiten verursachen. Wenn Medienanschlüsse schwer erreichbar sind, Servicebereiche verdeckt werden oder Automatisierung und Werkzeugzugang miteinander konkurrieren, wirkt sich das direkt auf Rüstzeit, Wartung und Anlagenverfügbarkeit aus.
Deshalb sollte das Layout nicht als letzter Schritt verstanden werden. Es ist ein zentrales Entscheidungskriterium für die Technologieauswahl.
Drehteller als Systemkomponente
In vielen Projekten wird der Drehteller zunächst als mechanische Komponente betrachtet. Für die Praxis greift diese Sicht zu kurz. Eine präzise drehende Einheit garantiert noch keinen stabilen Serienprozess. Erst wenn Bauteilgeometrie, Materialverhalten, Werkzeugkonzept, Taktlogik, Medienführung und Wartung zusammenpassen, entsteht eine robuste Lösung.
Gerade deshalb ist die frühe Projektphase entscheidend. In dieser Phase lassen sich Zielkonflikte noch offen bewerten: zwischen Zykluszeit und Bauteilqualität, zwischen Bauraum und Servicezugang, zwischen Medienintegration und Wartbarkeit oder zwischen Investitionsaufwand und langfristiger Anlagenverfügbarkeit.
Die entscheidenden Fragen sollten deshalb vor dem Layout-Freeze beantwortet werden. Wer sie früh klärt, reduziert Risiken in der Bemusterung und in der Serie. So entsteht nicht nur ein funktionierendes Werkzeug, sondern ein stabiler, reproduzierbarer und wirtschaftlich beherrschbarer Mehrkomponentenprozess.
:quality(80)/p7i.vogel.de/wcms/ab/0d/ab0df9e87c4fcaa2f9dbd5526834af13/2506-gx-neues-hq-3819x2149v1.jpeg "Konzernzentrale in Düsseldorf (Bild: Gerresheimer)")
:quality(80)/p7i.vogel.de/wcms/5e/da/5eda54d8ca7acfaea2bbdac1b663fdac/aufmacher-1672x940v1.png "Kreislaufwirtschaft für Kunststoffe: aktuelle Trends und Entwicklungen (Bild: )")
:quality(80)/p7i.vogel.de/wcms/e3/9b/e39b5d7ba3665a6f38b94ec110a88f11/img-1473-20--20gedreht-3193x1796v1.jpeg "Auf der Fakuma 2026 am Stand dabei: Arbeitsleuchte mit wärmeleitfähigem Kunststoffgehäuse aus Luvotech eco TC (Bild: Lehvoss)")
:quality(80)/p7i.vogel.de/wcms/6b/89/6b89331c1fe3fe19fcdc2f4356f08ee5/frontziergitter-daimler-mg-1731-1440x810v1.jpeg "Frontziergitter des Re-Econic-Demonstrators von Daimler Truck. Das Bauteil basiert auf einem neuen PLA-Compound und zeigt, wie biobasierte Kunststoffe für anspruchsvolle Anwendungen im Nutzfahrzeugbereich eingesetzt werden können. (Bild: Fraunhofer ICT)")
:quality(80)/p7i.vogel.de/wcms/0a/dd/0add6a6f058e8cfeaec2382e0a956bf1/adobestock-59400785-7360x4142v1.jpeg "Im Mittelpunkt bei Finke Colors stehen Fragestellungen zur Recyclingfähigkeit, Materialauswahl und zur Umsetzung nachhaltiger Masterbatches für Verpackungen. (Bild: stock.adobe.com / Gerhard Seybert)")
:quality(80)/p7i.vogel.de/wcms/fe/49/fe49abbc0d5313c35f014179a679ba8a/web-ki-luedenschied-umspritzen-20von-20-2016x1134v1.png "Die Kapselung elektronischer Bauteile mit speziell entwickelten Kunststoffen ermöglicht einen beschädigungsfreien Schutz sensibler Komponenten. (Bild: Kunststoff-Institut Lüdenscheid/Marius Fedler)")
:quality(80)/p7i.vogel.de/wcms/a2/72/a27252691968fbb767ae7a1c1b1fb745/wittmann-20at-20fakuma-202026-ecoprimus-7200x4050v1.jpeg "Vollelektrische EcoPrimus Spritzgießmaschine produziert auf der Fakuma 2026 Schutzkappen für Insulinpens. (Bild: Wittmann)")
:quality(80)/p7i.vogel.de/wcms/c8/cc/c8cc2a851e72ddb1ff25727391197272/0132555049v1.jpeg "Die Konferenz T3 – Transform The Tomorrow diskutiert am 1. und 2. Dezember 2026 Strategien, wie Unternehmen sich zukunftssicher aufstellen können. (Bild: © Vogel Corporate Solutions / AdobeStock 1280236166, Oksana)")
:quality(80)/p7i.vogel.de/wcms/ca/e1/cae1be2658db58be719bfe55db11e63b/pxl-20260616-081629199-4080x2295v1.jpeg "Auf dem Siegertreppchen ganz oben: Tecnaro belegte mit seinem mirkoplastikfreien Kunstrasen den ersten Platz beim Biopolymer Innovation Award 2026. (Bild: PXN/me)")
:quality(80)/p7i.vogel.de/wcms/c2/9b/c29bbd8a655da0cbb32404a1b41e7225/55349969744-25d11d7660-b-765x430v1.png "Pro-K Geschäftsführer Sven Weihe gegrüßte die Gäste zum Pro-K Branchendialog in Frankfurt am Main. (Bild: Pro-K)")
:quality(80)/p7i.vogel.de/wcms/5e/26/5e26cb4bdcb5b7fc141048218e2329cd/arburg-signing-ceremony-1920x1079v1.jpeg "Arburg übernimmt Stork IMM (v.l.): Den Kaufvertrag unterzeichneten Steffen Kroner, CFO von Arburg, Philip Stibbe, Shareholder der Stork IMM und Gründer der Stibbe Participaties, und Guido Frohnhaus, CTO von Arburg, am 29. Juli 2026 in Hengelo, Niederlande. (Bild: Arburg)")
:quality(80)/p7i.vogel.de/wcms/1c/c8/1cc8bceb0f1216fe6ef93e35a369ef39/6-2-release-photo-5501x3097v1.jpeg "Die aktuelle Version Sigmasoft 6.2 beinhaltet zahlreiche Erweiterungen, die die Spritzguss-Simulation vereinfacht. (Bild: Sigmasoft)")
:quality(80)/p7i.vogel.de/wcms/0d/28/0d282fb5be394a8e3ccc08c93868a36e/sesotec-img-andreas-hanus-25-20-281-29-6941x3905v1.jpeg "Andreas Hanus, Head of Development AI bei Sesotec: “KI wird die klassische Sortiertechnik nicht ersetzen, sondern sie intelligent erweitern“. (Bild: Sesotec)")
:quality(80)/p7i.vogel.de/wcms/86/85/86855700a632b5ca5d8eb6d5fff7dd9c/b-brenken-3428x1929v1.jpeg "Dr. Benedikt Brenken, Direktor von R-Cycle: Der digitale Produktpass wird das Kunststoffrecycling grundlegend verändern. (Bild: R-Cycle)")
:quality(80)/p7i.vogel.de/wcms/86/60/8660348a5fab3d9c1cd1ec3d7969a389/wittmann-20reportage-20starlim-201b-2126x1195v1.jpeg "Zwei-Komponenten-Bauteil für Hörgeräte: Höchste Spritzgießpräzision ist die Voraussetzung für die exakte Tonwiedergabe. (Bild: Starlim)")
:quality(80)/p7i.vogel.de/wcms/94/55/9455f35c64549a0f540eb81ac4237723/pet-tiefziehfolie-2000x1124v1.png "PET-Tiefziehfolienherstellung bei Kurucsai Plastic in Ungarn. (Bild: Gneuss)")
:quality(80)/p7i.vogel.de/wcms/ee/d1/eed121f8b1da9be7738515263b922d87/nakura-20kunstrasenteppich-20ohne-20verf-c3-bcllung-722x406v1.jpeg "Tecnaro hat Kunstrasenfasern aus einer speziell formulierten Arboblend Rezeptur entwickelt, die hohe Temperatur-, UV- und Witterungsbeständigkeit aufweist und durch ihre Niobasiertheit langfristig CO₂ bindet. (Bild: Tecnaro)")
:quality(80)/p7i.vogel.de/wcms/9b/c7/9bc73a23ffdb8c1b8cce12d5b9641698/00-44-18-standbild003-3840x2158v1.jpeg "Produktion von Biokunststoffen bei Nature Compounds: Im Technikum prüft das Unternehmen die Compounds, um das Skalieren in die Serie zu ermöglichen. (Bild: Engel)")
:quality(80)/p7i.vogel.de/wcms/3b/2a/3b2ac1e33e0e4a85e4da986a7a55a59c/foto2-adobestock-1198161598v1.png "Um KI erfolgreich zu nutzen, müssen Produktionsunternehmen eine verlässliche Datenbasis schaffen. Wer Daten-Schrott liefert, bekommt KI-Schrott zurück. (Bild: Margarita – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/45/71/457120e32385099d94a62c5141bad822/bild1-beabeitet-1920x1079v1.jpeg "Durch einen Abgleich werden die realen Daten live während der Produktion mit den digitalen Idealparametern abgeglichen. Abweichungen werden also sofort sichtbar. Die KI agiert quasi als „virtueller Maschineneinsteller“. (Bild: plus10 GmbH)")

")
:quality(80)/p7i.vogel.de/wcms/4b/a0/4ba065bc2053af87b47abfad76b53088/adobestock-1848364545-6825x3837v1.jpeg "Dominosteine als Zweikomponenten-Bauteil: Im Projekt Domino entwickelten die Unternehmen Hasco, Arburg und Polar-Form neues Werkzeugkonzept, mit dem sich 2K-Bauteile ohne Index- oder Drehbewegung fertigen lassen. (Bild: Daniel/KI - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/86/60/8660348a5fab3d9c1cd1ec3d7969a389/wittmann-20reportage-20starlim-201b-2126x1195v1.jpeg "Zwei-Komponenten-Bauteil für Hörgeräte: Höchste Spritzgießpräzision ist die Voraussetzung für die exakte Tonwiedergabe. (Bild: Starlim)")