Der Effekt der Wasseraufnahme durch vorherige Wasserlagerung auf die Oberflächeneigenschaften und das anschließende Adhäsionsverhalten wurde anhand PA6.6-Neuware und -Rezyklat mit und ohne AD-Plasma Oberflächenmodifizierung untersucht. Inkludiert waren PA6.6-Neuware und -Rezyklat Proben jeweils mit und ohne Glasfaseranteil (GF). Die Materialien wurden fünf Tage in Wasser gelagert und anschließend die Wasseraufnahme bestimmt. Die Wasseraufnahme unterscheidet sich nicht zwischen PA6.6 Neuware und Rezyklat (4,7 Gew.-%), steigt jedoch bei GF-haltigen Varianten an (5,3 Gew.-%). Da die Wasseraufnahme und damit auch der Wassereinfluss bei PA6.6-GF deutlich höher sind, werden in dieser Publikation zur Vereinfachung der Darstellung ausschließlich Ergebnisse für glasfaserhaltige Materialien präsentiert. Zur Untersuchung der Feuchteeinflüsse wurden drei Zustände definiert:
trocken (Lagerung im Normklima nach DIN EN ISO 139: 23,0°C und einer relativen Luftfeuchte von 50,0%),
feucht (5 Tage in Wasser, anschließend mit Druckluft 1 min getrocknet), und
rückgetrocknet (feuchte Proben geklebt und nach Verklebung 3 Wochen im Normklima gelagert).
Nach der ausgewählten Konditionierung wurden die Proben entweder direkt verklebt (für unbehandelte Proben) oder plasmabehandelt und innerhalb von maximal 2 Stunden nach der Behandlung verklebt (für aktivierte und beschichtete Proben). Die Prüfung der geklebten Proben erfolgte sofort nach der Aushärtung (für trockene und feuchte Proben) oder nach 7, 21 oder 30 Tagen Lagerung unter Normklima (für rückgetrocknete Proben).
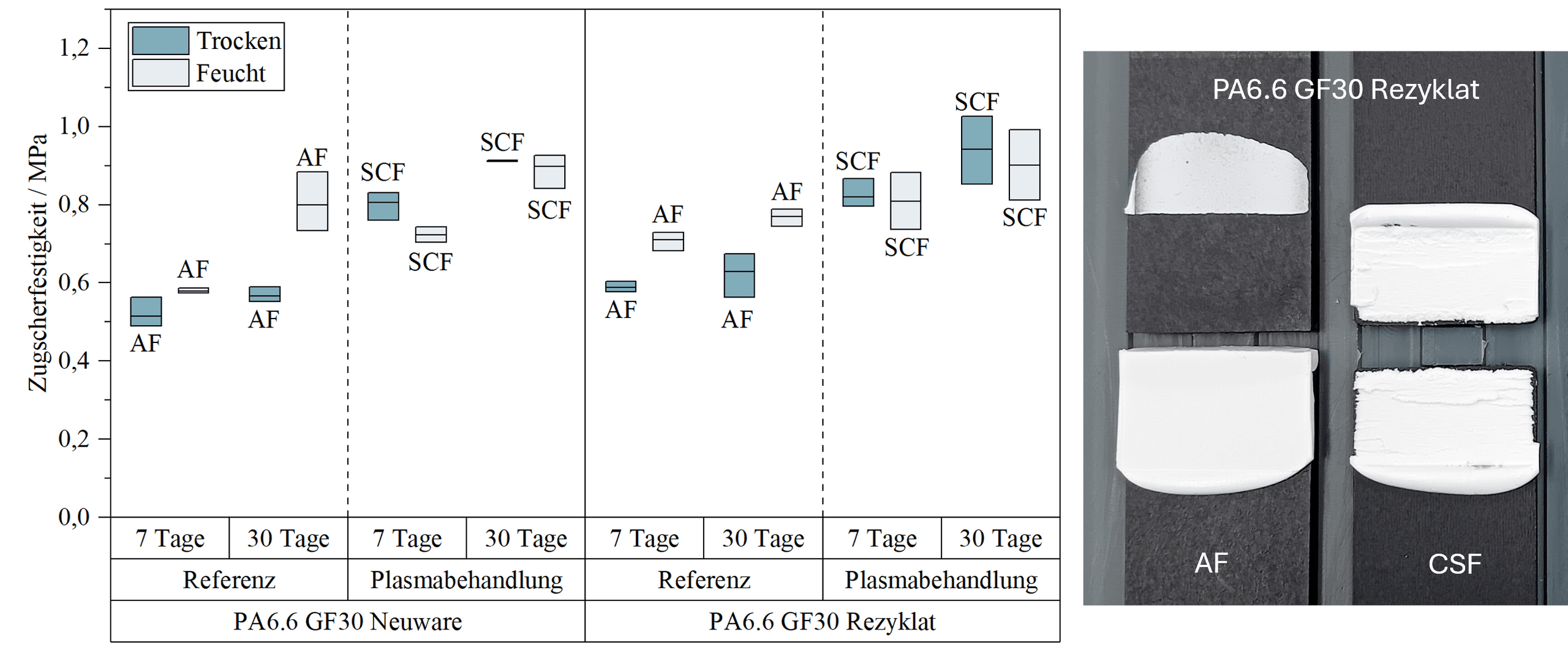
Bild 1: Links: Zugscherfestigkeit von Klebungen mit verschiedenen PA6.6 GF30-Materialien mit dem Klebstoff Sikaflex 221 in zwei verschiedenen Feuchtezuständen (feucht und trocken). Die je Material rechts im Diagramm gezeigten Proben wurde mit ADP aktiviert (Behandlungsabstand 6 mm, geschwindigkeit 10 m/min). Die Prüfung der Klebungen erfolgte nach einer Rücktrocknung von 7 beziehungsweise 30 Tagen bei Normklima. Rechts: Bruchbilder von PA6.6 GF30 Rezyklat mit adhäsivem Bruch (AF) zu speziellem Kohäsionsbruch (SCF) nach Aktivierung.
(Bild: SKZ )
Zur Analyse der Wechselwirkungen zwischen Feuchte und Aktivierung wurden Zugscherproben mit einem feuchtigkeitshärtenden 1K-PU-Klebstoff (Sikaflex 221) verklebt und getestet (Bild 1). So konnte festgestellt werden, dass eine höhere Substratfeuchte in diesen Versuchen zu verbesserten Klebfestigkeiten im Vergleich zu trockenen Proben führte, sowohl im unbehandelten als auch im aktivierten Zustand. Rezyklat und Neuware zeigten hierbei ein vergleichbares Verhalten, das vermutlich auf der effektiveren Härtung und Grenzflächenanbindung des feuchtigkeitshärtenden Klebstoffes durch die Feuchte basiert (Daten nicht gezeigt). Besonders bei feuchten Proben trat nach 30 Tagen Normklimalagerung eine signifikante Nachverfestigung auf, verbunden mit einem Wechsel des Bruchverhalten von adhäsiv (AF) zu speziellem Kohäsionsbruch (SCF). Eine Rücktrocknung der Proben hatte keine negativen Auswirkungen auf die Klebefestigkeit.
Bei PA6.6-GF30 verhielten sich die unbehandelten Klebungen ähnlich zu PA6.6 ohne Glasfasern, wobei feuchte Substrate höhere Festigkeiten als trockene erzielten. Nach dem Rücktrocknen zeigte sich auch hier eine Nachverfestigung. Im aktivierten Zustand war der Einfluss der Feuchte jedoch vernachlässigbar. Unterschiede zwischen feuchten und trockenen Proben mit Plasmaaktivierung lagen im Bereich der Streuung. Somit lässt sich schlussfolgern, dass bei PA6.6-GF30 eine höhere Substratfeuchte ohne Aktivierung festigkeitsförderlich für den untersuchten feuchtigkeitshärtenden 1K-Klebstoff wirkt, während eine Aktivierung die Klebfestigkeiten unabhängig von der Feuchte steigert.
Bild 2: Schematische Darstellung des Prozessablaufs zur Plasmaschichtabscheidung.
(Bild: SKZ)
Ergänzend wurden gleichartige Proben unterschiedlicher Feuchtezustände mit Oberflächenbeschichtungen versehen und mit einem 2K-Epoxidklebstoff verklebt und bei Raumtemperatur ausgehärtet (Bild 2). Aufgrund der bekannten Feuchtetoleranz von Epoxidklebstoffen konnten die Oberflächeneffekte unter verschiedenen Bedingungen gezielt untersucht werden.
Bild 3: Zugscherfestigkeit von Klebungen mit verschiedenen PA6.6 GF30-Materialien und dem Epoxidklebstoff Araldite 2011 in drei verschiedenen Feuchtezuständen sowie drei verschiedenen Oberflächenzuständen. Die Prüfung der Klebungen erfolgte innerhalb von 2 Tagen nach der Verklebung beziehungsweise nach 21 Tagen Rücktrocknung im Laborklima (für rückgetrocknete Proben).
(Bild: SKZ)
Es zeigte sich bei PA6.6 eine deutliche Steigerung der Klebfestigkeiten im Vergleich zum unbehandelten Zustand. Dies ging analog für die Änderung des Bruchbildes von adhäsivem (AF) zu kohäsivem Fügeteilbruch (CSF) infolge der Aktivierung und Beschichtung (Bild 3; zur besseren Übersicht werden nur Ergebnisse für PA6.6-GF30 Proben gezeigt). Die Klebfestigkeit ist bei aktivierten Proben tendenziell höher, allerdings ist die Streuung der Werte bei beschichteten Proben geringer. Zudem liegen die Klebfestigkeiten von Neu- und Rezyklatmaterialien bei beschichteten Proben in allen Feuchtigkeitszuständen sehr nah beieinander. Bei aktivierten Proben sind die Einflüsse der Feuchtigkeit deutlich ausgeprägter: eine Feuchtlagerung führt hier zu einer Verbesserung der Klebfestigkeit, sowohl bei Neu- als auch bei Rezyklatmaterial, im Vergleich zu den entsprechenden trockenen Proben. Dies deutet darauf hin, dass die Plasmabeschichtung die Oberflächeneigenschaften nivelliert und der Einfluss der Wasseraufnahme auf die Klebfestigkeit reduziert werden kann.
Insgesamt erreichen Rezyklate nach Plasmabehandlung Klebfestigkeiten auf dem Niveau von Neuware. Selbst das Verkleben feuchter Proben, gefolgt von Trocknung im Normklima, zeigte keinen negativen Einfluss, was typischerweise im Rahmen der Fehlerbalken lag. Die Klebfestigkeit war vergleichbar oder lag über jener trockener Proben, jedoch unter den Werten vollständig feuchter Proben ohne Trocknung – ein Hinweis auf einen Effekt der Wasserlagerung. Diese könnte als eine Art Reinigungsschritt wirken und so die Adhäsion fördern. In den meisten Fällen führte bereits eine einfache Wasserlagerung zu einer Zunahme der Klebfestigkeit im Vergleich zu unbehandelten Proben, was im Gegensatz zu bisherigen Untersuchungen steht [9] und daher einer weiteren Untersuchung zur genauen Aufklärung bedarf. In allen Fällen war es möglich, die Klebfestigkeiten durch Plasmaaktivierung und/oder Beschichtung signifikant zu erhöhen, sodass sie bis zur kohäsiven Festigkeit der Materialien reichten. Dies galt auch für Polyethylen (PE) und Polypropylen (PP), welche im Rahmen dieses Projekts ebenfalls untersucht wurden [8].
Stand: 16.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die WIN-Verlag GmbH & Co. KG, Chiemgaustraße 148, 81549 München einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://kontakt.vogel.de/de/win abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
Insgesamt hängt der Einfluss der Materialfeuchte sowohl vom verwendeten Substrat als auch vom eingesetzten Klebstoff ab. Durch eine geeignete Plasmabehandlung lässt sich jedoch eine Steigerung der Klebfestigkeit erzielen. Die typischerweise negativen Effekte von Feuchtigkeit konnten durch angepasste Plasmabehandlungen nahezu kompensiert werden. Insbesondere bei Rezyklaten wird es so möglich, das ursprüngliche niedrigere Festigkeitsniveau auf das Niveau vergleichbar behandelter Neuware anzuheben und gleichzeitig die Bruchbilder zu verändern.
Danksagung
Besonderer Dank der beiden Forschungseinrichtungen geht an alle Teilnehmer des pbA, die Industrielle Gemeinschaftsforschung (IGF) im Rahmen des IGF-Projekt Nr. 22619 N für die Förderung des Vorhabens aufgrund eines Beschlusses des Deutschen Bundestages durch das Bundesministerium für Wirtschaft und Klimaschutz, sowie den beteiligten Mitarbeitern und Mitarbeiterinnen der beiden Forschungseinrichtungen.
Die Autoren
Dr. Anna Gibalova, ist Scientist und Projektleiterin der Gruppe „Atmosphärendruck-Plasmatechnik“ am Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM, Bremen
Dr. Christoph Regula, ist Leiter der Gruppe „Atmosphärendruck-Plasmatechnik“ am Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM, Bremen
Alina Heihoff, ist Scientist und Projektleiterin in der Gruppe „Compoundieren und Extrudieren“ am SKZ, Würzburg
David Herbig, ist Scientist und Projektleiter in der Gruppe „Kleben und Oberflächentechnik“ am SKZ, Würzburg
Michael Heilig, ist Gruppenleiter der Gruppe „Kleben und Oberflächentechnik“ am SKZ, Würzburg
Referenzen
[1] Europäische Kommission, Vertretung in Deutschland (2018). „Kommission legt europäische Plastikstrategie vor“. Europäische Kommission. Verfügbar hier (abgerufen am 29.08.2025)
[2] Europäisches Parlament (2018). Entschließung des Europäischen Parlaments vom 13. September 2018 zur europäischen Strategie für Kunststoffe in der Kreislaufwirtschaft (2018/2035(INI)). Verfügbar hier (abgerufen am 29.08.2025)
[3] K-Zeitung (o. J.). „Altfahrzeug-Verordnung: Rezyklat-Quoten kommen schrittweise; 4. Update – Die EU-Umweltminister schlagen für die Altfahrzeug-Verordnung die schrittweise Einführung von Rezyklat-Mindestquoten vor. Reaktionen der Verbände“. K-Zeitung. Verfügbar hier (abgerufen am 29.08.2025)
[4] Schüttgut (o. J.). „Trendbericht zur K-Kunststoffe und Kreislaufwirtschaft – zwischen Notwendigkeit und Potenzial“. Schüttgut Online. Verfügbar hier (abgerufen am 29.08.2025)
[5] RIGK (2022). Circular Economy for Plastics – A European Overview. Verfügbar hier (abgerufen am 29.08.2025)
[6] Luzuriaga, S., Kovářová, J. & Fortelný, I. (2006). „Degradation of pre-aged polymers exposed to simulated recycling: Properties and thermal stability“. Polymer Degradation and Stability, 91(6), 1226–1232. https://doi.org/10.1016/j.polymdegradstab.2005.09.004
[7] Jansson, A., Möller, K. & Gevert, T. (2003). „Degradation of post-consumer polypropylene materials exposed to simulated recycling—mechanical properties“. Polymer Degradation and Stability, 82(1), 37–46. https://doi.org/10.1016/S0141-3910(03)00160-5
[8] Heilig, M., Heihoff, A., Herbig, D., Gibalova, A. & Regula, C. (2025). „Keine Angst vor Rezyklaten“. adhäsion KLEBEN & DICHTEN, 69(5), 42–47.
[9] Beier, C.J.A., Schiebahn, A. & Reisgen, U. (2024). „Influence of the water content in polyamide 6 on atmospheric pressure plasma jet pre-treatment and adhesion for adhesive bonding“. Discover Mechanical Engineering, 3(36). https://doi.org/10.1007/s44245-024-00072-5
:quality(80)/p7i.vogel.de/wcms/77/25/7725d5276a4af5e2d7e8da5a062535eb/pressefoto-dnp-preisstatuette-foto-frank-fendler-1000x563v1.jpeg "19. Deutscher Nachhaltigkeitspreis 2026: Der Award für die Sieger.
(Bild: Frank Fendler)")
:quality(80)/p7i.vogel.de/wcms/2a/dc/2adc431bb6e935024ffc43b78663ea1c/uni-20leipzig-20--20aufmacher-1545x869v1.jpeg "Dr. Ronny Frank (links) und Dr. Christian Sonnendecker vor einem Sack voll kleingehäckselten PET-Obstschalen, die darauf warten, mithilfe des Enzyms PHL7 in ihre chemischen Bausteine zerlegt zu werden. (Bild: Swen Reichhold/Universität Leipzig )")
:quality(80)/p7i.vogel.de/wcms/a2/da/a2daddd6ca3436ce9b1aeb60d2e2ce93/traceless-20bild-201-2362x1329v1.jpeg "Von links: Traceless Gründerin und CEO Dr. Anne Lamp; Hamburgs Senatorin für Umwelt, Klima, Energie und Agrarwirtschaft; Carsten Schneider, Bundesminister für Umwelt, Klimaschutz, Naturschutz und nukleare Sicherheit (Bild: Jonas Walter)")
:quality(80)/p7i.vogel.de/wcms/45/b8/45b8bf0f9ed6b1836ccb688e5a6097c3/fakuma-fahnen-2560x1439v1.jpeg "Die 30. Fakuma, internationale Fachmesse für Kunststoffverarbeitung, wird in knapp zwei Jahren mit einer neuen Tages-Abfolge über die Bühne gehen. (Bild:Schall)")
:quality(80)/p7i.vogel.de/wcms/00/0e/000edc8e03be40e87be87374f05df1ef/messebeirat-fakuma-2025-web-01-uai-1918x822v1.jpeg "Auch der Messebeirat feiert das Jubiläum der Fakuma. (Bild: Schall Messen)")
:quality(80)/p7i.vogel.de/wcms/26/06/2606d8e940314cf1f8feb9a59eabbdb3/fakuma-2024-042-scaled-uai-2560x1097-1952x1097v1.jpeg "Die Fakuma in Friedrichshafen bietet praxisnah einen Überblick darüber, wo die Branche technologisch steht. Gleichzeitig lebt die Messe vom persönlichen Austausch. (Bild: P. E. Schall Messe)")
:quality(80)/p7i.vogel.de/wcms/41/9a/419ae6a6e7b159c0effb4b4927a30b77/pm-fakuma-mold-your-future-2026-01-de-scaled-20-281-29v1.jpeg "Nachwuchsförderung: Fakuma setzt erneut starkes Zeichen für Karrierechancen in der Kunststoffbranche – Karriere-Freitag der Fakuma 2026 (Bild: Schall Messen)")
:quality(80)/p7i.vogel.de/wcms/c2/9b/c29bbd8a655da0cbb32404a1b41e7225/55349969744-25d11d7660-b-765x430v1.png "Pro-K Geschäftsführer Sven Weihe gegrüßte die Gäste zum Pro-K Branchendialog in Frankfurt am Main. (Bild: Pro-K)")
:quality(80)/p7i.vogel.de/wcms/7f/2e/7f2e74bf5195636e4fef3ed8695b4abc/img-7586-5712x3210v1.jpeg "Dr. Aliaksandra Shuliakevich von Plastics Europe Deutschland gab einen Überblick über die aktuelle Marktsituation von Biopolymeren, die Rolle biogenen Kohlenstoffs sowie den Übergang von fossilen zu biobasierten Rohstoffen. Zudem beleuchteten sie globale Produktionskapazitäten und die regulatorischen Rahmenbedingungen für biobasierte Polymere. (Bild: PlastXnow)")
:quality(80)/p7i.vogel.de/wcms/2f/ea/2fea35ff2e8c0c2492da7dd093e26e47/barlog-ektt-26-118-20-281-29-2000x1125v1.jpeg "Im stimmungsvollen Ambiente des Kardinal-Schulte-Hauses in Bergisch Gladbach feierte der 28. EKTT mit 110 Teilnehmern seine erfolgreiche Rückkehr. (Bild: Barlog)")
:quality(80)/p7i.vogel.de/wcms/58/fc/58fc78e999da1cde96c8de7cd8ab4439/03--20pm-imm-mgs-1685x948v1.jpeg "MGS-Standort Richfield (Bild: MGS)")
:quality(80)/p7i.vogel.de/wcms/fc/a5/fca5c0d6c61182e80a8ae991c6cb0ffe/technotrans-rymoplast-02-2362x1328v1.jpeg "Die gesamte Technik – inklusive Pumpen, Tanks, Kältemaschinen und Schaltschränken – ist in eine wetterfeste Container-Kombination integriert und im Außenbereich platziert. (Bild: Technotrans)")
:quality(80)/p7i.vogel.de/wcms/6b/5a/6b5a742b9f9bd3669dee834635f5a184/ultramid-advanced-t1000-2127x1196v1.jpeg "PPA-Einzelteile werden häufig mittels Warmgasschweißen zu Bauteilen mit komplexen Geometrien zusammengefügt. (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/38/30/3830d09bce83a6416acb49ed7543e889/interzero-pp-recycling-komprimiert-1920x1079v1.jpeg "Lebensmitteltaugliche Rezyklate aus dem Gelben Sack – Interzero leistet Pionierarbeit. (Bild: Interzero)")
:quality(80)/p7i.vogel.de/wcms/6c/8a/6c8a71f0f47236029eec1657482f39d1/evonik-zentrale-fahnen-4961x2792v1.jpeg "Evonik-Fahnen vor Headquarter (Symbolbild) (Bild: Evonik)")
:quality(80)/p7i.vogel.de/wcms/55/93/5593753bc3be2fa2c7bbee5dee870bf8/waste-1525945-1280-1280x720v1.jpeg "(Bild: Letiha)")
:quality(80)/p7i.vogel.de/wcms/f7/a2/f7a24fa7eea9c5ed32fc64027f3d469b/net-pm-fip-img2-3840x2160v1.jpeg "Gehäuse für Autoinjektoren: Sie werden live auf der FIP in Lyon produziert. (Bild: Netstal)")
:quality(80)/p7i.vogel.de/wcms/7d/0a/7d0a92e372c55ddc1099c25d0d63e896/schwarzes-20batteriegeh-c3-a4use-20aus-20100-20-25-20abs-rezyklat-20-c2-a9dgbebop-20media-1536x864v1.png "Schwarzes Batteriegehäuse aus 100 Prozent ABS-Rezyklat (Bild: Formary)")
:quality(80)/p7i.vogel.de/wcms/b1/df/b1df08dc5345083261508f7dcf4cfd03/palprint-20--20aufmacher-1296x729v1.jpeg "Gemeinsam mit zwei Fraunhofer-Instituten entwickelt das Start-up Palprint eine Methode zum 3D-Druck auf Basis von PET-Schaum. (Bild: Palprint)")
:quality(80)/p7i.vogel.de/wcms/e7/88/e7887247695f2ac493db0002e7ce4aef/aufmacher-750x422v1.png "Dr. Aliaksandra Shuliakevich, Leiterin Klimaschutz und Kreislaufwirtschaft bei Plastics Europe Deutschland (PED) (Bild: PED)")
:quality(80)/p7i.vogel.de/wcms/4c/d3/4cd3eaf2c7971e1ea2ebbf61e9af5c0c/p091-pressefoto-ultramid-advanced-weidm-ller-2126x1196v1.jpeg "Das flexibel einfärbbare BASF-PPA Ultramid Advanced N3U41 G6 kommt jetzt in Leiterplattensteckverbindern und -klemmen von Weidmüller zum Einsatz. (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/3b/2a/3b2ac1e33e0e4a85e4da986a7a55a59c/foto2-adobestock-1198161598v1.png "Um KI erfolgreich zu nutzen, müssen Produktionsunternehmen eine verlässliche Datenbasis schaffen. Wer Daten-Schrott liefert, bekommt KI-Schrott zurück. (Bild: Margarita – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/45/71/457120e32385099d94a62c5141bad822/bild1-beabeitet-1920x1079v1.jpeg "Durch einen Abgleich werden die realen Daten live während der Produktion mit den digitalen Idealparametern abgeglichen. Abweichungen werden also sofort sichtbar. Die KI agiert quasi als „virtueller Maschineneinsteller“. (Bild: plus10 GmbH)")
:quality(80)/p7i.vogel.de/wcms/49/7e/497e3f6e11878651db83591332a2a1a1/funfunphoto--20adobestock-1607190697-8676x4884v1.jpeg "In der Kunststoffverarbeitung eröffnen sich durch Smart Processing und den Einsatz von KI neue Möglichkeiten der Prozessoptimierung. (Bild: © funfunphoto - stock.adobe.com)")

")
.(Bild: SKZ)")
:quality(80)/p7i.vogel.de/wcms/7b/76/7b76ee3bcea0b03cc16f22efd4bea1c4/bild-200-20--20aufmacher-4080x2295v1.jpeg "Messequipment für die Terahertz-Technologie (Bild: SKZ)")
:quality(80)/p7i.vogel.de/wcms/d3/b5/d3b538f424837c854b232c222a708926/skz-pm-surfrec-6000x3373v1.jpeg "Der Kontaktwinkel gibt Aufschluss über den Zustand der Kunststoffoberfläche. (Bild: Luca Hoffmannbeck, SKZ)")