Die neue elektromechanische Zentrierung von Extrusionswerkzeugen ermöglicht präzisere Ergebnisse, reduziert Ausschuss und entlastet Fachkräfte. Damit wird die Rohr- und Schlauchextrusion effizienter, ressourcenschonender und fit für die Zukunft.
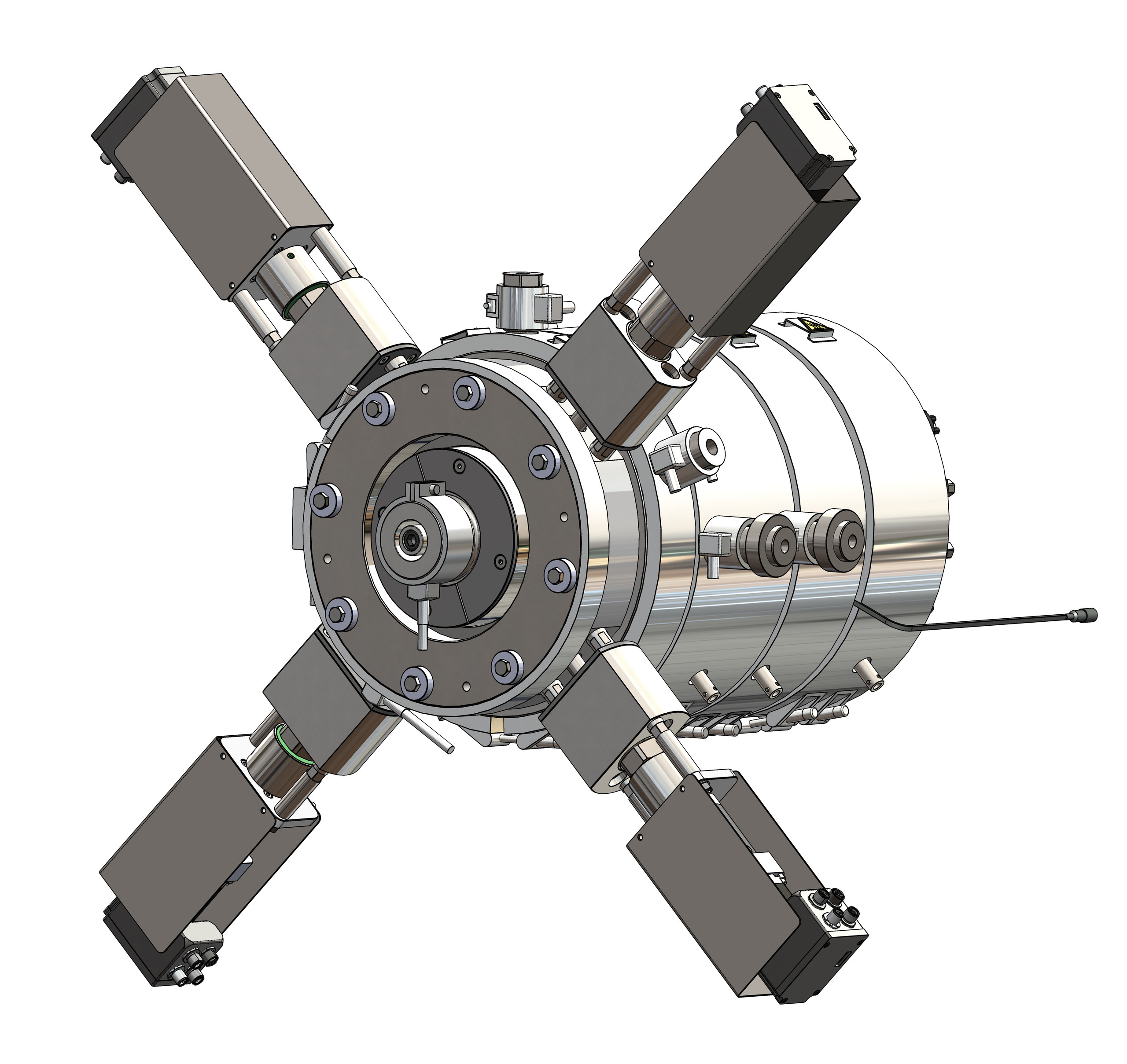
Anstelle von Zentrierschrauben werden bei der elektromechanischen Zentrierung Verstellelemente eingesetzt, um Düse und Dorn kontrolliert zueinander zu verschieben.
(Bild: SHS plus)
Die Extrusion von Rohren und Schläuchen ist in Deutschland weit verbreitet. Von kleinen Katheterschläuchen bis zu Großrohren wird das gesamte Spektrum lokal abgebildet. Zumeist handelt es sich bei den Produzenten um mittelständische Betriebe, die sich wie nahezu alle Kunststoffverarbeiter mit diversen Herausforderungen konfrontiert sehen. Der Fachkräftemangel sowie eine leidende Produktivität aufgrund immenser bürokratischer Aufwände erschweren den internationalen Wettbewerb. Um die Produktivität zu steigern, sind die Kunststoffverarbeiter auf innovative Lösungen angewiesen, die Handgriffe für die Maschinenführer erleichtern und letztlich weniger Fachkräfte zur Herstellung der Produkte erfordern. Dies führt auch zu weniger Fehlern und geringeren Ausschussquoten.
Betrachtet man eine Rohr- oder Schlauchextrusionslinie, sind bereits etliche Technologien im Einsatz, um eine hohe Produktivität mit stabiler Produktqualität zu ermöglichen. Einige Beispiele hierfür sind:
Temperaturregler am Extruder
Druckregelung an der Schmelzepumpe
Vakuumregelung im Vakuumtank
Wickelkraftregelung bei Wicklern
Neben geregelten prozessrelevanten Größen wird auch die Produktqualität inline überwacht und der Maschinenführer bei Abweichungen umgehend informiert. Beispiele hierfür sind:
Wanddicken(verteilungs)überwachung
Ovalitätsüberwachung
Durch den Einsatz der o.g. Technologien kann der kontinuierliche Produktionsprozess bereits heute sehr gut beherrscht und in weiten Teilen automatisiert werden. Ein blinder Fleck hierbei ist jedoch die Einstellung der Zentrierung der produzierten Rohre und Schläuche. Eine Dezentrierung kann bereits gut erfasst werden, muss aber durch einen Maschinenführer manuell optimiert werden.
Zentrierung erfordert viel Erfahrung
Nach wie vor existiert sowohl beim Anfahren der Linie als auch in der Produktion die Aufgabe für den Maschinenführer, das Rohr im Rahmen der vorgegebenen Toleranzen zu zentrieren, also eine möglichst gleichmäßige Wanddicke über den Umfang einzustellen. Hierfür sind am Extrusionswerkzeug über den Umfang verteilte Schrauben angeordnet, die manuell gelöst bzw. angezogen werden müssen, wenn eine Dezentrierung außerhalb der Toleranzen vorliegt.
Auf einem übersichtlichen Bedienpanel kann der Maschinenführer eingeben, in welche Richtung und um welchen Betrag er eine Verstellung vornehmen möchte.
(Bild: SHS plus)
Durch Verstellungen an den Zentrierschrauben werden Düse und Dorn zueinander verschoben und damit der Düsenspalt und die Rohrwanddicke angepasst. Der Maschinenführer erhält durch manuelle Messung der Rohrwanddicke oder mit Hilfe von Wanddickenmesssystemen (z.B. via Ultraschall, Terahertz-Technik, Röntgen-Verfahren) Information über den Zustand der Zentrierung und muss reagieren, wenn die Rohrwanddicke die vorgegebenen Toleranzen verlässt. Sowohl beim Anfahrprozess, als auch in der laufenden Produktion. Dies erfordert einen großen Erfahrungsschatz und nicht selten entstehen hieraus Probleme.
Elektromechanische Zentrierung von Extrusionswerkzeugen
Genau hier setzt die elektromechanische Zentrierung von Extrusionswerkzeugen an, die von der Firma ETA Kunststofftechnologie in Kooperation mit der Firma SHS plus entwickelt wurde. Anstelle von Zentrierschrauben werden bei der elektromechanischen Zentrierung Verstellelemente eingesetzt, um Düse und Dorn kontrolliert zueinander zu verschieben. Auf einem übersichtlichen Bedienpanel kann der Maschinenführer eingeben, in welche Richtung und um welchen Betrag er eine Verstellung vornehmen möchte.
Die Verstellung am Extrusionswerkzeug erfolgt automatisch über elektromechanische Aktoren und definierte Ablaufroutinen. Manuelle Eingriffe in den Zentrierprozess werden damit überflüssig.
(Bild: SHS plus)
Die Verstellung erfolgt dann automatisch über elektromechanische Aktoren und definierte Ablaufroutinen. Manuelle Eingriffe in den Zentrierprozess werden damit überflüssig. Unabhängig vom Benutzer können so reproduzierbar gute und sehr genaue Zentrierergebnisse bei gleichzeitig sehr großer Zeitersparnis erreicht werden. Gerade in fehleranfälligen und sehr kostenintensiven Nacht- oder Wochenendschichten und bei der immer kleineren Anzahl verfügbarer Fachkräfte eine klare Entlastung und ein entscheidender Vorteil,
Automatisierter Modus für höchste Effizienzsteigerungen
Die Grundvariante der elektromechanischen Zentrierung ist heute noch auf Vorgaben/Eingriffe des Bedienpersonals ausgelegt. Kundenindividuelle Anpassungen und modulare Zusatzoptionen erlauben jedoch zukünftig auch, dass System in einem automatisierten Modus zu verwenden. In diesem Fall werden kundenspezifisch Schnittstellen in enger Abstimmung und nach den Bedürfnissen der Anwender so gestaltet, dass das System in der Lage ist, mit dem jeweils verwendeten Inline-Wanddickenmesssystemen auf Anwenderseite zu kommunizieren. So können kontinuierliche Information zum Zustand der Zentrierung als Eingangssignale verwendet werden. Bei aktivierter Regelfunktion werden sie dazu genutzt, mit der elektromechanischen Zentrierung automatisiert die notwendigen Verstellbewegungen vorzunehmen, um ein optimal zentriertes Rohr einzustellen, welches immer innerhalb eines vorgegebenen Toleranzfensters hergestellt werden kann – unabhängig von sich verändernden Einflussfaktoren.
Stand: 16.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die WIN-Verlag GmbH & Co. KG, Chiemgaustraße 148, 81549 München einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://kontakt.vogel.de/de/win abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
:quality(80)/p7i.vogel.de/wcms/9e/d8/9ed8cc24e1f1a26e972bb59247ed6799/skz-pm-potenzialanalyse-3000x1687v1.jpeg "Eine Potenzialanalyse optimiert Prozesse und kann zugleich die Mitarbeitenden motivieren. (Bild: SKZ)")
:quality(80)/p7i.vogel.de/wcms/a5/17/a5170e8b4dcf4c6b3aadbf6d832a4d54/chrsitine-bunte-plastiksteuer-1920x1079v1.jpeg "Dr. Christine Bunte, Hauptgeschäftsführerin von Plastics Europe Deutschland: „Statt neuer Belastungen braucht es wirksame Anreize für die Kreislaufwirtschaft.“ (Bild: Plastics Europe Deutschland)")
:quality(80)/p7i.vogel.de/wcms/5e/0d/5e0de4027c36be7a8b21a8a6cb60b1f9/interzero-recyclingfaehigkeit-2000x1125v1.jpeg "„Check for Recycling“: Interzero zeigt den Weg zu PPWR-konformen Verpackungen (Bild: Interzero)")
:quality(80)/p7i.vogel.de/wcms/0f/48/0f488aaae58c6a37b3f3d5e05a5cf256/fakuma-2024-10-small-3840x2158v1.jpeg "(Bild: P. E. Schall)")
:quality(80)/p7i.vogel.de/wcms/c2/bd/c2bdcbb401b09bdaaa6d6235f0df11b8/pr-20bild-20srgb-1800e-20trend-20compact-20protection-397-2362x1329v1.jpeg "Der neue Standard von Arburg: Auf der Fakuma 2026 fertigt ein elektrischer Allrounder 1800 e Trend automatisiert LSR-Verschlüsse. (Bild: Arburg)")
:quality(80)/p7i.vogel.de/wcms/00/0e/000edc8e03be40e87be87374f05df1ef/messebeirat-fakuma-2025-web-01-uai-1918x822v1.jpeg "Auch der Messebeirat feiert das Jubiläum der Fakuma. (Bild: Schall Messen)")
:quality(80)/p7i.vogel.de/wcms/41/9a/419ae6a6e7b159c0effb4b4927a30b77/pm-fakuma-mold-your-future-2026-01-de-scaled-20-281-29v1.jpeg "Nachwuchsförderung: Fakuma setzt erneut starkes Zeichen für Karrierechancen in der Kunststoffbranche – Karriere-Freitag der Fakuma 2026 (Bild: Schall Messen)")
:quality(80)/p7i.vogel.de/wcms/ca/e1/cae1be2658db58be719bfe55db11e63b/pxl-20260616-081629199-4080x2295v1.jpeg "Auf dem Siegertreppchen ganz oben: Tecnaro belegte mit seinem mirkoplastikfreien Kunstrasen den ersten Platz beim Biopolymer Innovation Award 2026. (Bild: PXN/me)")
:quality(80)/p7i.vogel.de/wcms/c2/9b/c29bbd8a655da0cbb32404a1b41e7225/55349969744-25d11d7660-b-765x430v1.png "Pro-K Geschäftsführer Sven Weihe gegrüßte die Gäste zum Pro-K Branchendialog in Frankfurt am Main. (Bild: Pro-K)")
:quality(80)/p7i.vogel.de/wcms/7f/2e/7f2e74bf5195636e4fef3ed8695b4abc/img-7586-5712x3210v1.jpeg "Dr. Aliaksandra Shuliakevich von Plastics Europe Deutschland gab einen Überblick über die aktuelle Marktsituation von Biopolymeren, die Rolle biogenen Kohlenstoffs sowie den Übergang von fossilen zu biobasierten Rohstoffen. Zudem beleuchteten sie globale Produktionskapazitäten und die regulatorischen Rahmenbedingungen für biobasierte Polymere. (Bild: PlastXnow)")
:quality(80)/p7i.vogel.de/wcms/da/f3/daf336616c43b79cdf2e27828f5aafa7/aufmacher-st-c3-a4rkeschaumfolie-2330x1310v1.png "Auf Basis von thermoplastischer Stärke konnte am IKV mit physikalischen Treibmitteln erfolgreich eine flexible Schaumfolie hergestellt werden. (Bild: IKV)")
:quality(80)/p7i.vogel.de/wcms/e6/9d/e69d00a1e5676d8802a3711e69ea274f/2026-07-13-20--20vecoplan-20aufmacher-3840x2158v1.jpeg "Vecoplan stellt neben ihren Zerkleinerungslösungen den Prozess der Trockenreinigung in den Fokus. Dieser kommt komplett ohne den Einsatz von Wasser aus. (Bild: Vecoplan)")
:quality(80)/p7i.vogel.de/wcms/a3/fd/a3fdfd95bfc681cad0bc812296ebedbc/01-grafe-werk-circulareco-future-shaped-chatgpt-image-3000x1689-300dpi-3000x1687v1.jpeg "Die neue Masterbach-Reihe Cycolen von Grafe verbindet kundenspezifische Recyclingpolymere mit präziser Farbeinstellung und Additivierung. (Bild: Grafe)")
:quality(80)/p7i.vogel.de/wcms/f7/a2/f7a24fa7eea9c5ed32fc64027f3d469b/net-pm-fip-img2-3840x2160v1.jpeg "Gehäuse für Autoinjektoren: Sie werden live auf der FIP in Lyon produziert. (Bild: Netstal)")
:quality(80)/p7i.vogel.de/wcms/7d/0a/7d0a92e372c55ddc1099c25d0d63e896/schwarzes-20batteriegeh-c3-a4use-20aus-20100-20-25-20abs-rezyklat-20-c2-a9dgbebop-20media-1536x864v1.png "Schwarzes Batteriegehäuse aus 100 Prozent ABS-Rezyklat (Bild: Formary)")
:quality(80)/p7i.vogel.de/wcms/4a/60/4a6038f6cff3639f6626417544699266/pressefoto-ultrason-p-bmb-1840-2-2126x1196v1v1.jpeg "Laut Prognose den Nova-Instituts werden biobasierte Polymere ihren weltweiten Marktanteil von derzeit 1 % auf 2 % im Jahr 2030 verdoppeln. (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/5f/f1/5ff1642ace9b7ce976f2d7bd1a817f43/resin-pla-4724x2657v1.png "Chemisch modifizierte Baumharze können als Funktionsadditiv die Eigenschaften von Biokunststoffen verbessern. (Bild: Synthomer)")
:quality(80)/p7i.vogel.de/wcms/3b/2a/3b2ac1e33e0e4a85e4da986a7a55a59c/foto2-adobestock-1198161598v1.png "Um KI erfolgreich zu nutzen, müssen Produktionsunternehmen eine verlässliche Datenbasis schaffen. Wer Daten-Schrott liefert, bekommt KI-Schrott zurück. (Bild: Margarita – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/45/71/457120e32385099d94a62c5141bad822/bild1-beabeitet-1920x1079v1.jpeg "Durch einen Abgleich werden die realen Daten live während der Produktion mit den digitalen Idealparametern abgeglichen. Abweichungen werden also sofort sichtbar. Die KI agiert quasi als „virtueller Maschineneinsteller“. (Bild: plus10 GmbH)")
:quality(80)/p7i.vogel.de/wcms/49/7e/497e3f6e11878651db83591332a2a1a1/funfunphoto--20adobestock-1607190697-8676x4884v1.jpeg "In der Kunststoffverarbeitung eröffnen sich durch Smart Processing und den Einsatz von KI neue Möglichkeiten der Prozessoptimierung. (Bild: © funfunphoto - stock.adobe.com)")

")
")
:quality(80)/p7i.vogel.de/wcms/ea/43/ea43ef309f3093cc1f4cc28e8b937590/adobestock-1360369813-7120x4002v1.jpeg "Lake Cable optimiert die Kabelherstellung mit Inline-Qualitätsüberwachung von Sikora. Präzise Messsysteme sichern Qualität, reduzieren Ausschuss und steigern Effizienz. (Bild: © NovaVision – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/14/41/14416a7d46ce168cd1495b5462cf3f5f/kansai-tsushin-densen-centerview-8000-4032x2266v1.png "Kansai Tsushin Densen setzt Sikoras Centerview 8000 zur Qualitätskontrolle bei der Herstellung von Kommunikationskabeln ein. (Bild: Sikora)")