Mit der Baureihe Thermoformpresse WKP von Wickert kommt mehr Leistung in die Verarbeitungswelt für faserverstärkte Kunststoffe. Das teilautomatisierte Konzept ermöglicht Produktivitätssteigerungen von bis zu 80 Prozent.
Wickert Maschinenbau hat eine neue und laut eigener Aussage besonders effiziente sowie schnelle Thermoformpresse für die Herstellung von Flugzeugstrukturteilen aus Composite-Materialien entwickelt. Das teilautomatisierte Konzept ermöglicht Produktivitätssteigerungen von bis zu 80 %. Es reicht vom Beladen der Rohteile über das Vorheizen und den eigentlichen Pressvorgang bis zum Entladen.
Der Einsatz eines Industrieroboters in Verbindung mit einem kundenspezifisch anpassbaren Handlingsystem erlaubt die flexible Verarbeitung unterschiedlich großer Bauteile. Die Handhabung der heißen Teile erfolgt mannlos, das entlaste den Bediener.
Geeignet ist die neue Thermoformpresse WKP für zahlreiche Composite-Materialien, die bei der Fertigung von Strukturbauteilen im Flugzeugbau eingesetzt werden. Hierzu zählen beispielsweise carbonfaserverstärkte Hochleistungskunststoffe wie Polyphenylensulfid (PPS) und Polyetheretherketon (PEEK). Alle Pressen sind modular aufgebaut und werden
Hochflexibles Bauteilhandling
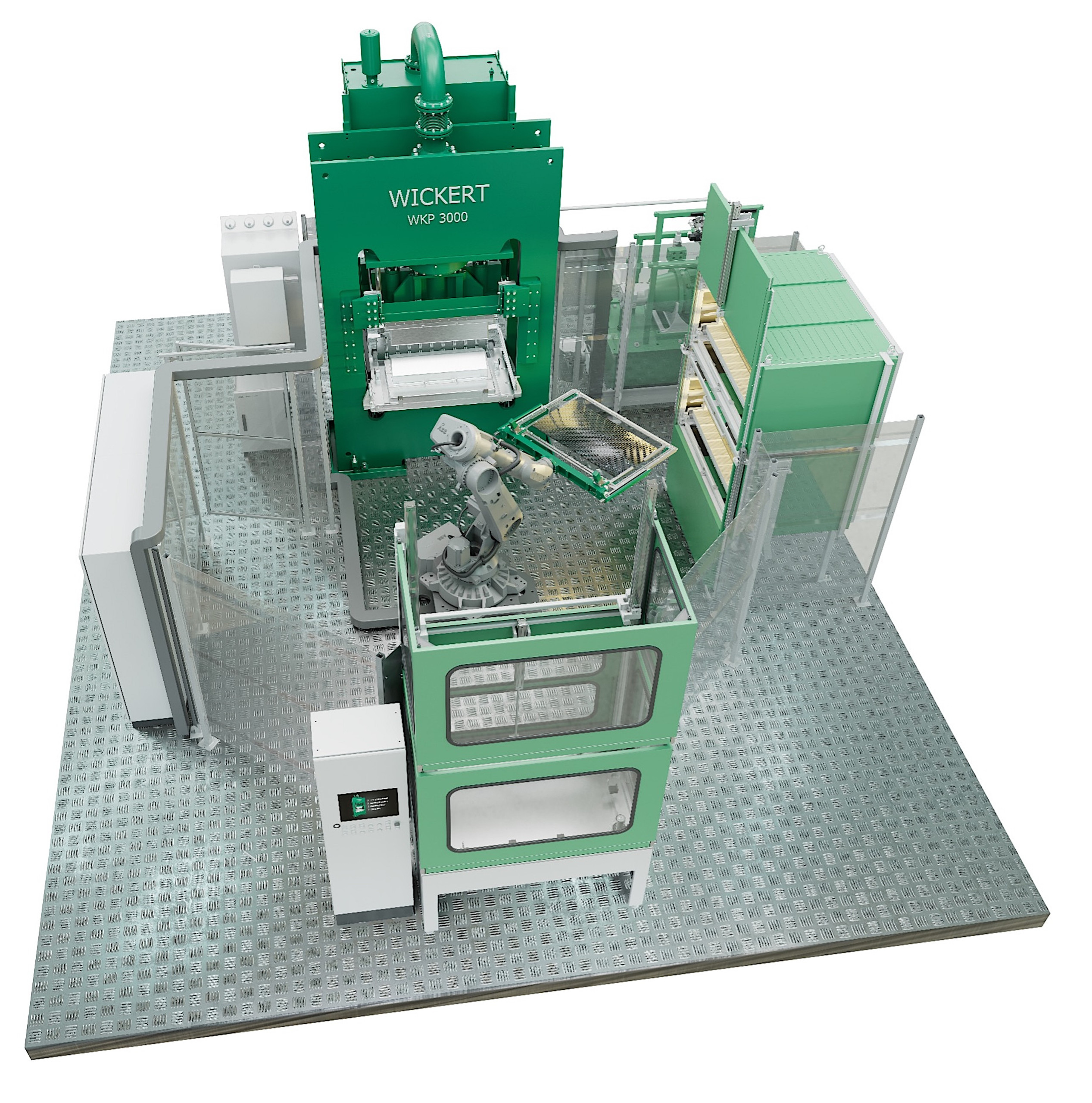
Teilautomatisierte Anlage mit Thermoformpresse WKP 300 mit 300 kN Presskraft für Flugzeugstrukturteile.
(Bild: Wickert)
Die neue Fertigungsanlage setzt auf ein automatisiertes Bauteilhandling. Das soll die Präzision sowie die Effizienz im Produktionsprozess maximieren. Ein Industrieroboter bewegt die auf Universal-Spannrahmen fixierten, vorkonfektionierte Composite-Zuschnitte innerhalb der Anlage sicher, schnell und präzise. Dadurch bietet die Presse eine hohe Flexibilität, denn der Spannrahmen ist für unterschiedlich große Bauteile bis 1.100 mm Seitenlänge ausgelegt.
Wickert hat die Rahmenkomponenten sowie die Greifer des Industrieroboters selbst entwickelt, wodurch ein präzises, sicheres und wiederholgenaues Handling gewährleistet ist. Der Einsatz von Magnetspannplatten für das schnelle Fixieren der Werkzeuge verkürzt die Rüstzeiten erheblich, was die Effizienz zusätzlich steigert.
An der kundenspezifisch konfigurierbaren Steuerung der Anlage sind Rezepturwechsel laut Hersteller rasch und mühelos durchführbar. Sie übernimmt zudem das Datalogging, die Erfassung bauteilspezifischer Prozessdaten und stellt so die lückenlose Nachverfolgung sicher. Dadurch werden die strengen Anforderungen der Luftfahrtindustrie jederzeit erfüllt.
Teilautomatisierter Fertigungsprozess
Der Prozess beginnt am Ein-/Ausgabeplatz, wo die vorbereiteten Composite-Teile in den Produktionsablauf eingebracht werden. Der Industrieroboter entnimmt einen Spannrahmen und transportiert ihn zum Vorheizen in den Infrarotofen. Dort wird das Teil binnen zwei Minuten auf die benötigte Verarbeitungstemperatur von bis zu 450 °C erhitzt. Vorgeheizt wird gezielt nur die jeweilige Bauteilgeometrie, dabei wird über die gesamte Fläche eine homogene Temperaturverteilung von ±5 Grad Kelvin erreicht.
Im Anschluss nimmt der Roboter den Spannrahmen mit dem vorgeheizten Bauteil aus dem Ofen und transportiert ihn unverzüglich zur Presse, wo er ihn präzise positioniert. Der gesamte Vorgang von der Entnahme zum Abschluss des Kraftaufbaus in der Presse dauert weniger als fünf Sekunden.
Dann findet der eigentliche Pressvorgang statt, bei dem die Composite-Materialien umgeformt werden. Das dauert etwa eine Minute, anschließend entnimmt der Roboter das Teil wieder.
Mehr Output dank doppelstöckigem Heizofen
Da der Infrarotofen doppelstöckig mit zwei Heizstationen ausgelegt ist, können stets zwei Spannrahmen mit Bauteilen parallel temperiert werden. Auf diese Weise lässt sich die Presse kontinuierlich mit vorgeheizten Rohlingen bestücken, wodurch der Output deutlich gesteigert wird.
Nach dem Pressen erfolgt der Rücktransport zum Ein-/Ausgabeplatz. Dort werden die fertigen Bauteile aus dem Spannrahmen entnommen und für die nächste Produktionsstufe vorbereitet.
Wickert entwickelt das Konzept weiter
„Die neue Pressentechnologie ermöglicht es, wechselnd große Bauteile effizient und wiederholgenau zu formen. Das spart nicht nur Zeit, sondern garantiert auch eine gleichbleibend hohe Produktqualität“, betont Steve Büchner, stellvertretender Marketingleiter bei Wickert Maschinenbau.
Wickert plant, in Zukunft auch einen Fertigungsprozess anzubieten, bei dem die manuelle Eingabe und Ausgabe vollständig automatisiert ist. Außerdem entwickelt der Maschinebauer momentan ein Konzept, das es für bestimmte Anwendungsfälle erlaubt, den Spannrahmen mit dem Bauteil in einem frei definierbaren Winkel in der Presse zu positionieren.
Stand: 16.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die WIN-Verlag GmbH & Co. KG, Chiemgaustraße 148, 81549 München einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://kontakt.vogel.de/de/win abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
:quality(80)/p7i.vogel.de/wcms/9e/d8/9ed8cc24e1f1a26e972bb59247ed6799/skz-pm-potenzialanalyse-3000x1687v1.jpeg "Eine Potenzialanalyse optimiert Prozesse und kann zugleich die Mitarbeitenden motivieren. (Bild: SKZ)")
:quality(80)/p7i.vogel.de/wcms/a5/17/a5170e8b4dcf4c6b3aadbf6d832a4d54/chrsitine-bunte-plastiksteuer-1920x1079v1.jpeg "Dr. Christine Bunte, Hauptgeschäftsführerin von Plastics Europe Deutschland: „Statt neuer Belastungen braucht es wirksame Anreize für die Kreislaufwirtschaft.“ (Bild: Plastics Europe Deutschland)")
:quality(80)/p7i.vogel.de/wcms/5e/0d/5e0de4027c36be7a8b21a8a6cb60b1f9/interzero-recyclingfaehigkeit-2000x1125v1.jpeg "„Check for Recycling“: Interzero zeigt den Weg zu PPWR-konformen Verpackungen (Bild: Interzero)")
:quality(80)/p7i.vogel.de/wcms/0f/48/0f488aaae58c6a37b3f3d5e05a5cf256/fakuma-2024-10-small-3840x2158v1.jpeg "(Bild: P. E. Schall)")
:quality(80)/p7i.vogel.de/wcms/c2/bd/c2bdcbb401b09bdaaa6d6235f0df11b8/pr-20bild-20srgb-1800e-20trend-20compact-20protection-397-2362x1329v1.jpeg "Der neue Standard von Arburg: Auf der Fakuma 2026 fertigt ein elektrischer Allrounder 1800 e Trend automatisiert LSR-Verschlüsse. (Bild: Arburg)")
:quality(80)/p7i.vogel.de/wcms/00/0e/000edc8e03be40e87be87374f05df1ef/messebeirat-fakuma-2025-web-01-uai-1918x822v1.jpeg "Auch der Messebeirat feiert das Jubiläum der Fakuma. (Bild: Schall Messen)")
:quality(80)/p7i.vogel.de/wcms/41/9a/419ae6a6e7b159c0effb4b4927a30b77/pm-fakuma-mold-your-future-2026-01-de-scaled-20-281-29v1.jpeg "Nachwuchsförderung: Fakuma setzt erneut starkes Zeichen für Karrierechancen in der Kunststoffbranche – Karriere-Freitag der Fakuma 2026 (Bild: Schall Messen)")
:quality(80)/p7i.vogel.de/wcms/ca/e1/cae1be2658db58be719bfe55db11e63b/pxl-20260616-081629199-4080x2295v1.jpeg "Auf dem Siegertreppchen ganz oben: Tecnaro belegte mit seinem mirkoplastikfreien Kunstrasen den ersten Platz beim Biopolymer Innovation Award 2026. (Bild: PXN/me)")
:quality(80)/p7i.vogel.de/wcms/c2/9b/c29bbd8a655da0cbb32404a1b41e7225/55349969744-25d11d7660-b-765x430v1.png "Pro-K Geschäftsführer Sven Weihe gegrüßte die Gäste zum Pro-K Branchendialog in Frankfurt am Main. (Bild: Pro-K)")
:quality(80)/p7i.vogel.de/wcms/7f/2e/7f2e74bf5195636e4fef3ed8695b4abc/img-7586-5712x3210v1.jpeg "Dr. Aliaksandra Shuliakevich von Plastics Europe Deutschland gab einen Überblick über die aktuelle Marktsituation von Biopolymeren, die Rolle biogenen Kohlenstoffs sowie den Übergang von fossilen zu biobasierten Rohstoffen. Zudem beleuchteten sie globale Produktionskapazitäten und die regulatorischen Rahmenbedingungen für biobasierte Polymere. (Bild: PlastXnow)")
:quality(80)/p7i.vogel.de/wcms/da/f3/daf336616c43b79cdf2e27828f5aafa7/aufmacher-st-c3-a4rkeschaumfolie-2330x1310v1.png "Auf Basis von thermoplastischer Stärke konnte am IKV mit physikalischen Treibmitteln erfolgreich eine flexible Schaumfolie hergestellt werden. (Bild: IKV)")
:quality(80)/p7i.vogel.de/wcms/e6/9d/e69d00a1e5676d8802a3711e69ea274f/2026-07-13-20--20vecoplan-20aufmacher-3840x2158v1.jpeg "Vecoplan stellt neben ihren Zerkleinerungslösungen den Prozess der Trockenreinigung in den Fokus. Dieser kommt komplett ohne den Einsatz von Wasser aus. (Bild: Vecoplan)")
:quality(80)/p7i.vogel.de/wcms/a3/fd/a3fdfd95bfc681cad0bc812296ebedbc/01-grafe-werk-circulareco-future-shaped-chatgpt-image-3000x1689-300dpi-3000x1687v1.jpeg "Die neue Masterbach-Reihe Cycolen von Grafe verbindet kundenspezifische Recyclingpolymere mit präziser Farbeinstellung und Additivierung. (Bild: Grafe)")
:quality(80)/p7i.vogel.de/wcms/86/60/8660348a5fab3d9c1cd1ec3d7969a389/wittmann-20reportage-20starlim-201b-2126x1195v1.jpeg "Zwei-Komponenten-Bauteil für Hörgeräte: Höchste Spritzgießpräzision ist die Voraussetzung für die exakte Tonwiedergabe. (Bild: Starlim)")
:quality(80)/p7i.vogel.de/wcms/94/55/9455f35c64549a0f540eb81ac4237723/pet-tiefziehfolie-2000x1124v1.png "PET-Tiefziehfolienherstellung bei Kurucsai Plastic in Ungarn. (Bild: Gneuss)")
:quality(80)/p7i.vogel.de/wcms/9b/c7/9bc73a23ffdb8c1b8cce12d5b9641698/00-44-18-standbild003-3840x2158v1.jpeg "Produktion von Biokunststoffen bei Nature Compounds: Im Technikum prüft das Unternehmen die Compounds, um das Skalieren in die Serie zu ermöglichen. (Bild: Engel)")
:quality(80)/p7i.vogel.de/wcms/4a/60/4a6038f6cff3639f6626417544699266/pressefoto-ultrason-p-bmb-1840-2-2126x1196v1v1.jpeg "Laut Prognose den Nova-Instituts werden biobasierte Polymere ihren weltweiten Marktanteil von derzeit 1 % auf 2 % im Jahr 2030 verdoppeln. (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/5f/f1/5ff1642ace9b7ce976f2d7bd1a817f43/resin-pla-4724x2657v1.png "Chemisch modifizierte Baumharze können als Funktionsadditiv die Eigenschaften von Biokunststoffen verbessern. (Bild: Synthomer)")
:quality(80)/p7i.vogel.de/wcms/3b/2a/3b2ac1e33e0e4a85e4da986a7a55a59c/foto2-adobestock-1198161598v1.png "Um KI erfolgreich zu nutzen, müssen Produktionsunternehmen eine verlässliche Datenbasis schaffen. Wer Daten-Schrott liefert, bekommt KI-Schrott zurück. (Bild: Margarita – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/45/71/457120e32385099d94a62c5141bad822/bild1-beabeitet-1920x1079v1.jpeg "Durch einen Abgleich werden die realen Daten live während der Produktion mit den digitalen Idealparametern abgeglichen. Abweichungen werden also sofort sichtbar. Die KI agiert quasi als „virtueller Maschineneinsteller“. (Bild: plus10 GmbH)")
:quality(80)/p7i.vogel.de/wcms/49/7e/497e3f6e11878651db83591332a2a1a1/funfunphoto--20adobestock-1607190697-8676x4884v1.jpeg "In der Kunststoffverarbeitung eröffnen sich durch Smart Processing und den Einsatz von KI neue Möglichkeiten der Prozessoptimierung. (Bild: © funfunphoto - stock.adobe.com)")

")
:quality(80)/p7i.vogel.de/wcms/5c/cc/5ccc30c8ff3bb3894a8881383d51626d/newsimage418637-1956x1100v1.png "Thermoplastische PEI-Wabenkern-Sandwichplatte. (Bild: Fraunhofer IMWS)")
:quality(80)/p7i.vogel.de/wcms/0c/cb/0ccb6c5b395818b22fd04666d4b82afa/foto-201-3543x1992v1.jpeg "Vollautomatisches Sprühsystem zum Auftragen des Trennmittels auf die Form. (Bild: Wickert)")
:quality(80)/p7i.vogel.de/wcms/9f/12/9f12c4666943928653fb17f513f0f410/wickert-20pi-20k-messe-2019-8-2025-20foto-201-2362x1328v1.jpeg "Wickert stellt auf der K-Messe sein vollautomatisches Sprühsystem für Hydraulikpressen vor, das mannlos, prozesssicher, effizient sowie flexibel und hochpräzise arbeitet. (Bild: Wickert)")